Hace muchos años, por lo menos 30, KAWASAKI HEAVY INDUSTRIES se planteó aplicar el LEAN a su Fábrica de Material Ferroviario, en Japón, donde hacen el Tren Bala
La pregunta inicial era sencilla: ya tenían sus coches dispuestos en líneas de montaje, avanzando posiciones dependiendo de su estado, pero tenían un modelo diferente para cada línea
Ellos ya sabían, de hecho todo el mundo estudioso de la historia de TOYOTA conoce la anécdota, que el LEAN se inició cuando el Presidente de TOYOTA le dijo a sus ingenieros: cada vez que fabricamos un coche nuevo, montamos una línea nueva…..vale más la Obra Civil que los nuevos útiles/robots…..así que, señores, ….¡!! A partir de ahora, coche nuevo en líneas viejas!!!
Los de KAWASAKI HEAVY INDUSTRIES ( después de ser entrenados en TOYOTA ) se lo tomaron en serio, con una reflexión evidente… si hacemos producción mezclada, tendremos las siguientes ventajas:
-Acortaremos los ciclos actuales, muy largos ( del orden de 5 días ) : ciclos más cortos nos aportarán un sistema mucho más rápido de saber qué materiales se han incorporado a cada coche, simplemente por la nueva posición…ahora necesitamos un montón de apertura/cierre de órdenes para el control de producción…después, solo por la nueva posición, sabremos lo que se ha incorporado a cada coche
-Cada vez que avanzamos el producto una posición, se necesitan 5 días de materiales a pie de línea….y todos sabemos que 5 días no caben….o sí,… pero con unos espacios mucho más enfollonados y con materiales a rebosar
-Por otro lado, con, digamos seis líneas, necesitamos montar motores/aparatos de climatización, butacas, todo en suma, en seis puestos diferentes: la automatización de los seis puestos será mucho más complicada de justificar ( a nivel de pay-backs ) que si solo hay que montar los motores en una única estación…….cuando hay muchas líneas, vuelves muchos años después, y no se ha automatizado ningún puesto…..por restricciones de los financieros ante pay-backs muy pobres
- La implantación de la filosofía de reaprovisionamiento vía Kanban es mucho más fácil si tenemos una línea que si tenemos seis
TOYOTA, cuando inventó el kanban, lo hizo por una razón prioritaria: aparte de ser el arma para migrar hacia una filosofía PULL, los creadores del kanban tenían en mente acotar, con este sistema, las enormes cantidades de materiales que escupían a montaje los procesos de “aguas arriba”; pensaron que si le decían a sus colegas de las Body Shop (Chapisteria): esos cinco metros de línea es todo lo que tenéis para colocar a pie de Montaje este o aquel material……conseguirían dos cosas:
-Les obligarían a hacer lotes más pequeños
-Mejorarían drásticamenteel aspecto de las líneas de Montaje
-La productividad en Montaje subiría, porque muchos materiales a pie de línea impiden conectar puestos/operarios/optimizar insaturaciones en suma
Ventajas adicionales relacionadas con el control de inventarios
Si tenemos un sistema que no sea visual, necesitamos una BOM ( lista de materiales ) con muchos niveles, para controlar vía bonos los avances de submontajes
Una BOM con muchos niveles exige abrir y cerrar muchas órdenes/bonos
Solo los bonos nos informan de cuándo hay que aportar nuevos materiales a cada subnivel, para seguir montando el nivel siguiente
En suma, es necesaria una gestión complicada…y desde luego no visual, no inmediata, para gestionar los reaprovisionamientos a montajes de este tipo
¿Cuál será la BOM si todo se monta en línea?: mucho más aplanada, sin tantos niveles:
Cuál será el método de saber el estado de avance de cada Pedido: no serán necesarios bonos, la simple posición de cada unidad en la línea nos indicará claramente los materiales que se han incorporado: la simplificación administrativa, visual, la eliminación de operaciones de No Valor, es impresionante respecto al método de partida, donde la apertura y cierre de bonos reina por doquier
Además, hay una ventaja adicional con nuestra línea única: en un escenario de este tipo, la implantación de dinámicas de reaprovisionamiento automático vía kanban convierte esta fórmula en imbatible
Una última reflexión que se hicieron los de KAWASAKI HEAVY INDUSTIRES cuando decidieron mezclar productos en líneas únicas: habrá que montar motores, asientos, puertas, aire acondicionado, etc., a ritmo mucho más rápido
Respondieron los líderes del cambio: si los del automóvil son capaces de montar un motor en un minuto, la tecnología está ahí, y aunque los nuestros sean mucho más voluminosos, pues bueno, el reto es claro: antes de integrar las seis líneas disponíamos de seis días para montarlo, ahora que todo va a ciclo de un día …..deberíamos ser capaces de montar un motor al día: señores de ingeniería: ¡!a diseñar herramientas, útiles, automatizaciones para cumplir ese objetivo
Cuando hablo de flujo Lean, algunos me responden en dos milisegundos: ¡!ya lo tenemos!!
Pero luego, cuando hago la visita a Planta, veo que ocurren alguna de estas situaciones, yendo de menos a más:
1º. Hay algunos casos donde, efectivamente, aún las operaciones de montaje se hacen sin mover el producto, esto es, hay que llevar el mismo material …. y los útiles, a diferentes puestos
2º. Hay otros que sí tienen flujo pieza a pieza en la nave de montaje, pero no lo tienen en los submontajes previos
3º. Algunos sí tienen flujo en las naves de montaje/premontaje, pero no lo tienen en las operaciones previas a pintura, que se hacen sin flujo pieza a pieza, por lotes
4º. Por último, los hay que tienen muchas líneas: dentro de cada línea, evidentemente sí hay flujo, pero son líneas relativamente inflexibles, y admiten pocas diferencias entre el modelo base que se hace en cada una de ellas
Los grandes avances aportados por los creadores del LEAN en TOYOTA fueron:
-Crear flujo pieza a pieza en mecanizado ( con sus famosa células en U ) y, a partir de ese éxito inicial, extendieron este concepto a todos y cada una de las operaciones “aguas arriba”, hasta llegar a las células de soldadura de las naves de carrocerías/Body-in-White
-Hacer producción mezclada, con modelos totalmente diferentes, en montaje
A pesar de que el nuevo paradigma tenía una vocación claramente universal (si el LEAN fue inventado para algo fue para admitir de manera natural productos bajo pedido en sus líneas), los resistentes al cambio seguían diciendo que aquello solo era válido para producciones tipo automóvil, o sea de líneas de montaje de ciclos del orden de 1 minuto
KAWASAKI HEAVY INDUSTRIES deshizo de raíz esa argumentación cuando, después de recibir entrenamiento en TOYOTA, aplicó la nueva filosofía a su fábrica más emblemática, la de material ferroviario: dio un golpe sobre la mesa cuando demostró dos cosas que parecían a más difícil cada una de ellas:
-Locomotoras con 5.000 horas de montaje se pueden hacer en flujo, en ciclos que vayan de acuerdo con la demanda (típicamente, 1 locomotora cada semana)
-Se pueden meter en la misma línea coches de trenes diferentes, con una gran diferencia de cargas de montaje entre ellos….y de materiales, que a veces es lo más difícil
NOTA importante: cuando se tienen muchas líneas, pasa uno por allí muchos años después y la productividad ha mejorado poco: simplemente los pay-backs no dan porque las automatizaciones de cada puesto ahorran poca Mano de Obra. Cuando tenemos muy pocas líneas, una o dos, los números salen mucho más fácilmente
El objetivo final del presente escrito es para animar a todos aquellos que, una de dos, o aún no tienen flujo en alguna parte de su proceso industrial o, simplemente, no tienen suficiente flexibilidad en sus líneas existentes para hacer producción mezclada masiva: no hay nada más complejo de hacer que una locomotora, y por supuesto, cada una es de su padre y de su madre…si KAWASAKI lo ha demostrado, todos los demás pueden hacerlo
Por si aún hubiera alguna duda, los fabricantes de aviones también hace tiempo que montan sus enormes estructuras en flujo: sí, el avión se mueve, entre estaciones donde se llevan a cabo los montajes específicos
¿A quiénes animo para que promuevan el flujo pieza a pieza, con producción mezclada, en todas las operaciones industriales?
-Fabricantes de material ferroviario ( mezclando diferentes coches en la misma línea )
-Fabricantes de subconjuntos especiales para material ferroviario
-Máquina herramienta de todo tipo
-Naceles y torres de aerogeneradores
-Fabricantes de Prensas
-Piezas de avión
-Subconjuntos para barcos
-Fabricantes de estructuras especiales para la construcción
¡Qué es lo que clásicamente respondería un experto en Sistemas cuando el Cliente le plantee alguna de las siguientes preguntas?:
Tengo problemas de retrasos en las entregas a mis Clientes
La solución es dotarse de un sistema de Planificación a Capacidad Finita, que gestione los Cuellos de Botella existentes, proponga fechas de entrega creíbles y pueda recalcular rápidamente las programaciones, en caso de nuevas urgencias
Mi preocupación fundamental es que, al entrar pedidos con carga muy diferente de trabajo entre ellos, mis líneas de montaje se colapsan y baja la capacidad de forma alarmante
La solución pasa por un Secuenciador que permita intercalar esas referencias tan complejas entre otras más estándar
Otros dirán: hay que estudiar al milímetro los tiempos, por métodos MTM si es preciso, para que sepamos exactamente los refuerzos que necesitamos para lograr que los camionazos vayan más rápido por el único carril existente
Mi problema es que los Cuellos de Botella cambian continuamente, y esa gestión es muy lenta, farragosa y necesita de muchos recursos
La solución es tener un Simulador de Procesos, que nos dé agilidad y rapidez para saber dónde está el Cuello de Botella para cada caso que se presente
Mi proceso industrial se compone de muchos procesos aislados, con muchos stocks intermedios, fluctuantes dependiendo de cada semana
La solución es que un buen ERP controle todos y cada uno de los microprocesos, con sus bonos de trabajo de entrada, salida y stock en curso: tienes que cambiar el ERP actual por otro más potente, que recalcule rápido y sea más integrado
No sé bien cuales son mis costes de No Calidad en general, y mucho menos referencia a referencia
La solución es meter un sistema de Captación Automática de Datos en cada máquina, que le comunique todo lo anómalo al ERP, de forma masiva e instantánea
Mis averías se multiplican, y no sé gestionarlas
La solución es comparar un Paquete de Mantenimiento que, conectado a los autómatas de las máquinas, te reporte continuamente razones de parada, y lograr que los coches estén parados lo mínimo posible en el único carril existente
Como resumen de todo lo dicho, para poder migrar de forma razonable a lo que pide la Industria 4.0, las recomendaciones de un experto clásico de Sistemas pasarían por alguna, o todas, de las siguientes soluciones:
-Un nuevo ERP
-Un cronometraje en toda regla, a nivel de la microoperación, referencia a referencia que luego pueda alimentar de forma fiable a esos gestores de “urgencias constantes” con los sobre-recursos que se necesitan cuando vengan los camionazos/convoyes
-Un Planificador a Capacidad Finita
-Un Secuenciador rápido y fiable, para redefinir programaciones en los Cuellos de Botella
-Un Simulador de Procesos
-Un sistema automático de Captación de Datos en Planta
¿Qué diríamos los que creemos en el LEAN?
Todo eso está muy bien, y seguro que ayuda, pero, y ahí está el pero: todo parte del supuesto de que, como ya me habéis oído el símil más de una vez, asumimos que de los tres carriles de la autopista, se han cortado dos carriles, que eso es así y no tiene remedio
Pero, yendo a las causas raíz, ¿por qué se han cortado dos carriles?
-Porque aparecen camionazos que van muy lentos (los productos con muy alta carga de trabajo); y van lentos porque esos carriles no dan para más (se convierten en Cuellos de Botella para esos convoyes)
-Porque hay muchos coches averiados en diferentes puntos kilométricos
-Porque en algún carril hay tantos baches que el tráfico ( o sea el flujo ) se ha convertido en impracticable
Si no hacemos nada para reabrir los dos carriles cortados, es evidente que los sistemas pueden y deben ayudar:
-Le ponemos, en el atasco monumental, pañuelos a los coches que necesiten urgencias, y les damos prioridad de paso
-Hacemos que un ordenador potente sepa la historia de cada coche…y de cada ocupante, para tomar medidas inmediatas de gestión del tráfico
-Simulamos qué va a pasar cuando un carril se corte, en comparación con lo que ocurre cuando lo hagan dos, e informamos de ello a los usuarios…y al alto mando de tráfico
-Calculamos los tiempos que, coche a coche, dependiendo de si es pequeño o es camionazo, tardarán en pasar por el único carril disponible…. y los recursos de personal de autopista/agentes, etc., que necesitaremos cuando se forme esa infinita caravana
-Calculamos al céntimo los sobrecostes que le supondrá a cada viajero los retrasos
Para mí, el LEAN que me han enseñado mis maestros japoneses se puede resumir en pocas palabras:
-LEAN es sinónimo de sencillez
-La solución sencilla, potente, en este símil, es: hay concentrar todos los esfuerzos en abrir los dos carriles cerrados
-Ningún carril puede quedar ralentizado por culpa de los camionazos: hay que destruir los Cuellos de Botella que lo provocan
-Hay que atacar las causas raíz de las paradas de esos coches, prevenirlas en suma, coche a coche (máquina a máquina) , conductor a conductor (línea de pedido a línea de pedido)
-Toda la estrategia debe estar orientada a lograr que, pase quien pase por la autopista, llueva o truene, los tres carriles ( o sea el flujo ) se mantengan abiertos
-Si esto es así, estarán muy bien todos esos apoyos de los diferentes sistemas, pero, y ahí está la diferencia, esos sistemas serán más fáciles de implantar y serán más baratos, porque no necesitamos ese nivel de detalle tan minucioso que nos exige la gestión de urgencias constantes…..todos los coches volverán a ser anónimos, cada conductor tendrá sus prioridades, simplemente no necesitaremos ni conocerlas ni, por supuesto, gestionarlas……
Los lead times serán cortos y fiables, sin sorpresas, para cada conductor ( o sea, para cada pedido, para todos los Clientes )
¡Y eso será así, sencillamente, porque la autopista tendrá capacidad suficiente para cualquier supuesto que se presente!!
De todas formas, me gustaría deshacer equívocos: desde mi visión LEAN también apoyo la implantación de estos Sistemas, pero, y ese mensaje espero que haya quedado cristalino, después de haber hecho a nivel de Planta lo necesario y suficiente para que los tres carriles de la autopista estén permanentemente a plena capacidad, pasen por ahí los vehículos / camiones/convoyes que sean
Resumen del resumen
Mi mensaje es claro: ante la duda, robustecer procesos, siempre robustecer procesos, y valerse de los sistemas para seguir robusteciendo procesos, no para sustituir procesos débiles
Con esta entrada me voy a permitir describir en unas líneas las diferentes etapas de mi carrera profesional que que contribuyeron a consolidar mi visión integral LEAN + AGV´s + ROBOTS + VISIÓN ARTIFICIAL
Etapas de mi carrera profesional:
1ª etapa: Ingeniero Hardware en Control Data Corporation (CDC ) ( Octubre 1978- Enero 1982 )
Multinacional americana especializada en hardware para Superordenadores en grandes Centros de Cálculo
Conocer las tripas de un disco es siempre impactante; en aquella época, los discos eran tan grandes como una lavadora: veinte cabezas lanzadas a posicionarse en la pista precisa, en un tiempo mínimo, exige unos servomecanismos y una electrónica de alta precisión; la cabeza maestra va leyendo pistas y va decelerando con una curva muy definida, dependiendo del número de pistas que faltan, para frenar a la primera, sin pasarse lo más mínimo
Tampoco era moco de pavo la electrónica que había en las cintas, con un carrete soltando cinta, el otro recogiéndola y la velocidad constante que exige la cabeza lectora
Digo esto por lo que luego me valió al responder a preguntas clave que me hicieron en la entrevista de seis horas a la que me sometieron para entrar en General Motors
De esta primera etapa en CDC también me acuerdo con cariño lo bien que nos lo pasábamos en los cursos que nos daban en Ginebra, París y Frankfurt
La primera instalación que tuve que mantener fue el superordenador y resto de discos, cintas, módems e impresoras que Control Data tenía en el Centro de Cálculo de Sabadell
Me recibieron con cariño los profesionales que había allí, tuvieron la paciencia que hay que tener con los novatos, aprendí mucho y bien: la persona que más cosas/trucos me enseñó fue Eugenio Huertas; trabajo muy agobiante: por contrato, había que tener las instalaciones críticas funcionando el 99,98% de los minutos que tiene un año…pero el equipo CDC éramos como una piña y así todo es posible
Aparentemente esta etapa no tiene nada que ver con el LEAN…o sí, como diría un gallego
2ª etapa: GENERAL MOTORS ( Febrero 1982 – Enero 1989 )
Los americanos decidieron poner una Planta de coches en España, escogieron Figueruelas, cerca de Zaragoza, encargaron la parte técnica a los alemanes de OPEL y les pusieron una meta muy agresiva: aquí tiene ustedes 200.000 Millones de Ptas, donde ahora solo hay cabras, en 1.000 días tiene que salir un coche por minuto
El encargado de la puesta en marcha era mi jefe, Kurt Willems, Director de Ingeniería de Planta y Producción….a Kurt lo llamábamos el Panzer, porque no se paraba ante nada…y vaya si lo consiguió
La entrevista que me hicieron fue, sobre todo, extenuante: yo lo primero que les dije es que no tenía ni idea de cómo se fabricaba un coche; me explicaron los motivos de por qué llamaban a gente sin experiencia en el sector. Era la primera Planta del mundo donde, de manera masiva, se iban a implantar autómatas programables en vez de automatismos clásicos por relés; me comentaron que se habían preguntado lo siguiente: o optamos por personas con mucha experiencia en relés pero que les da miedo las subrutinas o por gente que no tenga ni idea de esto pero sin complejos a la hora de construir un software industrial: por razones de experiencias previas en USA bastante frustrantes, escogieron la vía de mentes vírgenes en el sector, pero que entenderían rápidamente los conceptos de software industrial
Me hicieron dos preguntas clave:
-¿Cómo crees que es la electrónica que hay detrás de un elevador de una cadena de transportadores? ; les dije: no tengo ni idea pero voy a explicaros la electrónica que hay detrás del movimiento de un disco de ordenadores cuando despega de una pista y aterriza en otra con una enorme precisión ….me tuvieron que parar, y reconocer que lo del elevador era mucho más sencillo
Segunda pregunta: nuestra línea de montaje funciona con seis motores sincronizados en velocidad y, lo más importante, en posición; cualquier diferencia en las frenadas de los distintos motores produce inmediatamente un enganchón en la cadena de arrastre: ¿ cómo crees que funciona esa sincronización ?; les volví a decir que ni idea pero que les iba a explicar cómo en una cinta de ordenadores está sincronizadas las dos bobinas que sueltan y recogen cinta y cómo hay que hacer, a la vez, que cuando la cinta pasa por la cabeza lectora vaya a una velocidad rigurosamente constante… en ese momento decidieron contratarme
Como veis, definitivamente sí me valió mi experiencia como reparador de discos y cintas para entrar en la Ingeniería de Producción de GENERAL MOTORS
Por otra parte, ser testigo directo de la puesta en marcha de una Planta de Automóviles no es que sea mucho mejor que media docena de masters, es una experiencia profesional que te da una riqueza increíble para cualquier cosa que te depare en el futuro
Recodemos que las fábricas de automóviles están en punta de lanza de la tecnología no porque construir coches sea lo más difícil del mundo sino porque todo hay que hacerlo/montarlo en un plazo máximo de un minuto: desde la soldadura de una puerta hasta el ensamblaje del motor en el vehículo ( la famosa estación del casamiento ) , la introducción del salpicadero, etc.
Me asignaron los autómatas responsables de los sistemas de manipulación, transporte y almacenaje de toda la fábrica; evidentemente, durante los dos primeros años, lo que tenía que hacer era estar detrás ( hasta cuando fuera a mear, me dijo mi jefe ) de Axel Rott, la persona que diseño de arriba abajo todos los automatismos que iban desde controlar un simple detector o motor de un transportador hasta la comunicación con el ordenador de gestión para recibir órdenes del color del que debía pintarse cada coche para pasar la información a los robots de pintura
Después de esos dos primeros años, los alemanes ya se fueron y dejaron las sucesivas implantaciones en manos de los españolitos
Aunque parezca evidente, conviene resaltar que los que programan los autómatas deben penetrar como nadie ( incluso diría mejor que los mecánicos que diseñan los transportadores ) en las tripas de los equipos y, lo más importante, prever todos los modos de fallo posibles…porque había que dar una razón muy poderosa en caso de parada; siempre nos decían: cada minuto de paro, se pierde un coche…así que, yo por lo menos, soñaba casi todos los días con cómo evitar que parara la cadena de montaje final, la más crítica
De todas formas, el Presidente de GENERAL MOTORS tenía un método muy sencillo de gestionar todo aquel enjambre de máquinas/personas: tenía veinte señales directas ( cableadas, para que no hubiera dudas, a su despacho ) que venían desde los puntos más críticos de la Planta y nos tenía dicho a toda la Organización : cada vez que haya una parada en alguno de estos puntos, en diez minutos yo estaré ahí abajo a saber las razones,…. así que, señores, en ese momento, fuera reuniones, todo el mundo allí y ya me pueden dar explicaciones convincentes: el resto de la película fue solo ver lo que hizo en cuanto detectó dos o tres casos en que las explicaciones no le convencieron….siempre impactante Angel Perversi
Aclaración: en el Centro de Control de la Fábrica ( la ZLT ) se recibían 10.000 señales de todo tipo de todo el proceso industrial….pero el Presidente solo necesitaba veinte para tenernos a todos firmes como una vela
¿Qué tiene que ver esta etapa mía con el LEAN?: mucho, por la riqueza que te dan las soluciones de una Planta de Automóviles
En cuanto a la formación LEAN que recibimos en aquella época, tengo que decir lo siguiente: Toyota ya era entonces líder en productividad, de lejos, y recibimos cursos sobre los principios del LEAN, pero, visto a posteriori, el contenido de los cursos era bastante mejorable….porque, como ya me habéis oído muchas veces, en el LEAN, el secreto está en los detalles…y en aquellos cursos, detalles.. pocos
Y la culpa no era de nadie: creo que Toyota “enseñaba solo la patita” del Sistema y los demás iban como pollos sin cabeza sin saber muy bien dónde estaban los secretos del nuevo paradigma
De cualquier forma, estar en la Ingeniería de Producción de una Planta de Automóviles, durante la fase de puesta en marcha, te ayuda a visualizar de manera muy precisa flujos, a diseñar cadenas de montaje, almacenes automáticos, manipuladores de piezas de todo tipo desde las más pequeñas hasta los propios coches, vehículos autoguiados, etc. : todo un lujo profesional; mi mayor aportación allí fue luchar por la estandarización de hardware y software en los armarios de toda la Planta; todavía cuando voy por allí ( y lo hago cada dos o tres años, para estar siempre a la última en Ingeniería de Producción ) , aparte de pasar un buen rato con multitud de amigos que hice a lo largo de siete años, se acuerdan de aquella lucha que mantuve para lograr definir un método estándar como herramienta clave para que futuras puestas en marcha se hicieran en tiempos mínimos y fiables
Todo mi cariño para aquella fábrica y aquella gente: en la época de plena producción, había allí diez mil personas…un pueblo grande ( ahora, con menos de cinco mil se hacen más coches )
3ª etapa: THYSSEN ( Enero 1989 – Junio 1990 )
THYSSEN me fichó como Director De Proyectos para la puesta en marcha de un enorme complejo logístico: el nuevo Almacén Central de Repuestos de RENFE: dos almacenes automáticos ( uno de ellos un Silo de 45 metros de altura ), otro tipo Miniload ( para piezas pequeñas ), diez almacenes manuales/semiautomáticos, para almacenar referencias de todo tipo, desde simples tornillos hasta cambios de vía enteros, vehículos autoguiados, líneas automáticas de picking, etc.
Una experiencia preciosa, por la diversidad de productos, los plazos, la sincronización entre proveedores de estanterías, transelevadores, vehículos autoguiados, hardware, software, tamaños de lote, puntos de pedido, logística externa e interna, camiones, sistemas de consolidación de pedidos, etc.
Etapa intensa, con un gran jefe, Vicente Cervelló: aparte de su enorme experiencia, recuerdo con mucho cariño nuestra complicidad a la hora de lidiar situaciones límite
¿De qué me valió mi etapa en THYSSEN?: la puesta en marcha de un Almacén de Repuestos del sector ferroviario te vacuna contra miedos a tratar cualquier otro tipo de piezas/gestión logística asociada que se te presente en el futuro….ya sabemos que el LEAN promueve eliminar los stocks, pero cuando, a pesar de ello, tienes etapas de transición ( o impedimentos técnico/económicos de cualquier tipo ) haber vivido el caso RENFE te da otra perspectiva
Por otro lado, llevar la Dirección de Proyecto de algo que implica tantos factores te ayuda a amueblar la cabeza de una forma solida
4ª etapa: PRICE WATERHOSUSE-KAWASAKI HEAVY INDUSTRIES ( Junio 1990- Julio 1999 )
Yo estaba muy a gusto en THYSSEN, pero me vinieron a buscar los de PRICE, para que me incorporara a una Empresa conjunta que habían creado con KAWASAKI para dar soporte a PWC en casos de Ingeniería LEAN compleja, para la nueva rama que habían creado con objeto de promover el LEAN en sus operaciones europeas
Yo iba un poco reticente a la entrevista, y pregunté que dónde estaban los japoneses, si aquí o daban soporte desde Japón ( había tenido experiencias de soportes a distancia, y muchas veces funcionan mal: al principio todo suelen ser buenas palabras, pero luego, con la distancia, las prioridades cambian )
Me dijeron: no,no, están aquí, en el despacho de al lado
Me reuní con ellos : en principio, solo era para unos quince o veinte minutos , pero me enseñaron una célula de mecanizado que cambió mis principios para siempre: ahí estaban los secretos que tanto eché en falta en los cursos de General Motors
Para más detalles, ver el siguiente enlace de mi blog “Historias del LEAN”
Tenían una célula de mecanizado de veinte máquinas, manejada por dos personas
Eso, dicho así, no parece impactante. Antes de que viera el “después” me enseñaron el “antes”: fotos de máquinas viejas, de más de 25 años, con stocks a la entrada y a la salida de cada una de ellas, mecanizando diferentes piezas de transmisión, dirección, etc.
Me preguntaron por la solución: yo, que me habían especializado en la Ingeniería de General Motors en soluciones automáticas de manipulación, transporte y almacenaje, centré la excitante charla en diseñar transfers, con palets de acero para el transporte de las piezas entre máquinas, robots de carga y descarga….y un hermoso almacén automático como buffer para evitar que los cuellos de botella interrumpieran la capacidad de producción del resto de las máquinas…finalmente, sugerí que habría que comprar algunas máquinas nuevas porque había algunas que debían tener enormes tiempos de cambio y muchas paradas
Como beneficios, estimé que de las 20 personas del “antes” se podría llegar a ninguna en el “después”
Cuando ví el “después” entre shock:
-Flujo pieza a pieza para todo el proceso productivo
-No habían puesto ni una sola máquina nueva
-Los tiempos de cambio de todas las máquinas eran rigurosamente de un dígito, como manda la propia palabra SMED
-Sistemas de transporte entre máquinas por gravedad
-Sistemas de descarga simplemente añadiendo al control numérico un empujador ( decían, con razón, que para la descarga no es necesaria precisión)
-La célula de 20 máquinas era manejada por 2 operarios, que hacían la carga manual ( cuando ellos llegaban, la pieza estaba enfrentada a la máquina y el operario solo empujaba y aseguraba carga correcta )
-¿Por qué no habéis automatizado la carga?, pregunté…….respondieron que podían haberlo hecho pero hubieran necesitado robots / manipuladores/ transfers ( en aquella época, el precio de los robots era elevado ) , aunque dijeron que no era la razón última : la explicación es que esa automatización efectivamente hubiera eliminado la necesidad de las dos últimas personas….pero las microparadas hubieran necesitado la presencia permanente de dos especialistas de mantenimiento ; su conclusión era : con la automatización, misma personas que sin ella, pero personas de mucho más coste; además, sin automatización saldría mejor OEE porque evitaríamos las microparadas…además, cuando dominemos esta solución semiautomática, siempre podremos abordar más tarde la automática
Al final me dijeron la razón última de toda su filosofía:
¡!Primero, eliminar el despilfarro con los medios existentes!!
Además, el mejor almacén es el que no existe y los cuellos de botella no hay que gestionarlos, hay que destruirlos
Para los que estéis interesados en detalles adicionales, tengo el video de la célula en mi ordenador : se ve fatal, porque he tenido que hacer una conversión del VHS original, pero haciendo abstracción de mis dotes de cineasta, las soluciones se aprecian sin dificultad
En fin , para no extenderme más, acepté el trabajo inmediatamente y aprendí de ellos un montón de soluciones que solo la mentalidad japonesa es capaza de concebir
Me enseñaron mucho, mucho LEAN y, en el día a día de infinidad de comidas y cenas con ellos fuera de casa ( durante unos seis años ), aprendí hasta un poco de la filosofía y forma de vida de ese gran país
No puedo terminar esta etapa sin nombrar a mi querido maestro Sinichi Nagaro, de KAWASAKI: aparte de ser uno de los mejores especialistas LEAN del mundo, es un gran amigo mío y una gran persona
No puedo dejar de mencionar a Price, que me enseñó, como gran consultora que es, a visualizar cómo gestionar de manera global las Operaciones Industriales, desde el nivel de Dirección General hasta el de operario a pie de máquina: me hizo ver qué había detrás de las buenas y las malas decisiones empresariales, de los KPI´s clave ( pocos, precisos y simples ) que sirven para darle la vuelta a la cuenta de resultados de toda una Corporación
Por último, pero no menos importante, quiero hacer mención especial de esos grandes consultores ( mis queridos “Manufas”, que aún hoy nos juntamos una o dos veces al año ) que tuvimos la suerte de compartir esa experiencia LEAN de PWC, hecha realidad gracias a la visión de un grande entre los grandes, Miguel del Castillo
Con este resumen, creo haber dado unos pinceles de cómo mi vida profesional ha contribuido a darme una visión que permite integrar el LEAN + AGV´s + ROBOTS + VISIÓN ARTIFICIAL
Posteriormente he llevado a cabo multitud de Proyectos de Mejoras LEAN en diferentes sectores, algunos de los cuales quedan explicados en el apartado Proyectos de este perfil y en otras entradas de este blog "Historias del LEAN"
Me gustaría compartir con vosotros estos dos preciosos enlaces sobre los fundamentos teóricos de lo que es la tecnología LIDAR y la infinidad de campos a los que se puede aplicar
Mil gracias a Anne-Sophie y Outsight por vuestra brillante pedagogía
2.Posibles formas en que nuestro Universo (el de la materia
ordinaria) puede “pedir ayuda” al Universo del vacío cuántico
3.Explicación
alternativa del experimento de la doble rendija
4.Explicación
alternativa a la Fusión Nuclear
5.Explicación
alternativa a la Electrodinámica Cuántica
6.Visión
sobre los agujeros de gusano de Einstein-Rosen
7.Visión
sobre los infinitos mundos de Everett
8.Implicaciones
acerca de la Teoría de Cuerdas y Supersimetría
9.Visión
sobre el Big Bang de Julian Barbour y el entrelazamiento cuántico
10.Visión
sobre el Megauniverso que respeta la simetría CPT
11.Big Bang
a partir de un agujero negro creado en un Universo anterior, agujero negro que
respeta que resuelve la llamada “Paradoja de la Información”, mediante el
“Principio Holográfico”
12.Visión
sobre Superconductividad y Pares de Cooper
13.Reversión
del estado de un fotón (experimento hecho en la Universidad de Austria)
14.Acción
conjunta energía oscura – materia oscura del Antiuniverso para provocar
distorsiones del espacio – tiempo en nuestro Universo. Aplicación de la
Conjetura Maldacena
15.Fusión
nuclear artificial vs fusión solar y tunelaje cuántico
16.Alternativa
a la nucleogénesis aceptada del Big Bang
17.Explicación
de la levitación
18.Explicación
alternativa a cómo sacar energía del vacío
19.Resonancia
Magnética, entrelazamiento y estado de consciencia en nuestro cerebro
20.Viajes al
pasado
21.Los
agujeros negros crecen no solamente por la materia que absorben, sino sobre
todo por la energía oscura del vacío
ANEXOS
Anexo 1.
Ecuación de onda de Schroedinger, aplicada al caso de un túnel cuántico
Anexo 2.
Dualidad onda-partícula, Postulado de Louis de Broglie y longitudes de onda de
un electrón y una pelota de beisbol
Anexo 3.
Principio de incertidumbre de Heisenberg para la energía-tiempo
Anexo 4.
Experimento de la doble rendija
Anexo 5.
Integral de caminos de Feynman
Anexo 6.
Tipos de partículas virtuales
Anexo 7.
Gravedad cuántica de bucles
Anexo 8.
Energía del vacío. La mayor discordancia de la historia de la ciencia
Anexo 9.
Ecuación de la Relatividad General de Einstein
Anexo 10.
Ecuación de Dirac
Anexo 11.
Métrica de Alcubierre
Anexo 12.
Pasos clave de la evolución
Anexo 13. La
mecánica cuántica en procesos biológicos
Anexo 14.
Tunelaje cuántico para conseguir la fusión nuclear en el Sol
Anexo 15.
¿Es nuestra consciencia cuántica?
Anexo 16.
Teoría de Cuerdas y Supersimetría
Anexo 17.
Agujeros negros primordiales, MACHOs y WIMMPs
Anexo 20.
Modelo Cosmológico del Big Bang Lambda-CDM (Cold Dark Matter)
1.
Resumen: El entrelazamiento cuántico, explicado a través de un planteamiento que
integra la Métrica de Alcubierre, la Conjetura de Maldacena y el Universo de
Barbour
Punto
de partida: unas cuantas ecuaciones clave
Ecuaciones
de campo de la Relatividad General de Einstein:
La materia le dice al espacio cómo curvarse, el espacio le
dice a la materia cómo moverse (John Wheeler)
Ecuación
de onda de Schroedinger para una partícula libre:
En estado de entrelazamiento entre dos partículas, cuando
una de ellas cambia a un estado definido, la otra instantáneamente cambia al
estado complementario
El cambio es instantáneo, aunque ambas partículas se
encuentren a miles de años luz de distancia
Principio de Indeterminación de Heisenberg:
Esta permitido sacar grandes cantidades de energía del vacío
si se hace durante tiempos infinitesimales, sin violar este principio
Ecuación
de Dirac:
Es la versión de la ecuación de onda de Schroedinger que
tiene en cuenta los efectos relativistas
Afirma que nuestra realidad es la suma de todas las realidades
posibles
Mi visión
Esa comunicación instantánea que se produce cuando dos
partículas están entrelazadas solo puede ser posible porque “algo” está
distorsionando enormemente el espacio-tiempo
Alcubierre encontró unas soluciones de la Teoría de la
Relatividad que, mediante enormes distorsiones del espacio-tiempo, permiten
viajar CON el espacio, No a través del espacio, sin violar el límite máximo de
velocidad permitido, la velocidad de la luz
Para mí, la conclusión fundamental de este documento es la
siguiente: a través de la Métrica de Alcubierre, sacando la enorme cantidad de
energía negativa que necesitamos del vacío, curvamos el espacio – tiempo lo
suficiente como para que se produzca la acción instantánea que tiene lugar
entre partículas entrelazadas que se encuentran separadas distancias enormes
Sacamos esas grandes cantidades de energía del vacío (son
energías y masas negativas) durante tiempos infinitesimales, lo que nos permite
no violar el Principio de Incertidumbre de Heisenberg
Las energías que, en la métrica de Alcubierre, necesitamos
sacar del vacío para viajar NO por el espacio sino CON el espacio:
Densidad de energía
necesaria para llegar a la Métrica de Alcubierre:
Esta densidad de energía, sacada directamente de las
ecuaciones de la Relatividad General, es negativa y se requiere por tanto de
“materia exótica” para provocar las deformaciones del espacio – tiempo buscadas
En resumen, el entrelazamiento cuántico lo producimos
sacando del vacío la densidad de energía negativa que necesita la Métrica de
Alcubierre
Cuando se necesita transmitir algo al resto de partículas
entrelazadas, se acude a la energía de Alcubierre del vacío en el Universo
oscuro, lo que provoca una gran deformación del espacio-tiempo en nuestro
Universo, permitiendo la transmisión instantánea de información entre las
partículas entrelazadas, independientemente de la distancia que exista entre
ellas
La energía que sacamos del vacío es “energía oscura”
Esta energía que sacamos del vacío crea una enorme gravedad,
pero de signo de repulsión
El vacío ha creado una repulsión gravitatoria
Esta gravedad ha creado una deformación enorme del espacio –
tiempo, según las ecuaciones de Einstein
En estado de entrelazamiento cuántico entramos en las
condiciones de la Métrica de Alcubierre:
-Hay posibilidad
de pasos instantáneos en el espacio (sin violar la velocidad de la luz como
límite universal)
-Hay
posibilidades de atravesar las barreras de potencial de los túneles cuánticos
La siguiente pregunta es: ¿cómo es ese mundo del vacío, que
contiene esa energía antigravitatoria?
Mi visión es que estamos ante un agujero negro que ha sido
creado por colapso de un Universo anterior
Pero NO es un agujero negro infinitesimal, sino que obedece
a las reglas de la Teoría de la Gravedad Cuántica de Bucles y, por tanto, tiene
radio finito
¿Qué otras cualidades tendría ese agujero negro predecesor
de nuestro Universo?
Lo primero, creo que sería más preciso si llamamos a ese
agujero negro “el Universo anterior” a nuestro Big Bang
Otra posibilidad sería que ese “Universo oscuro” haya sido
creado en los instantes inmediatamente anteriores al Big Bang del Universo de
partículas que conocemos (eso supondría que realmente hubo dos Big Bangs, uno
de ese Universo oscuro y otro el de la materia ordinaria que conocemos)
En cualquier caso, la idea de un Big Crunch de un Universo
anterior tiene connotaciones muy atractivas:
-Siguiendo la
teoría de Julian Barbour, en ese Universo anterior el tiempo puede haber ido
hacia atrás
-Estamos hablando
de conceptos de tiempo termodinámico, o sea el relacionado con la entropía
-Según Julian
Barbour, en un Universo donde el tiempo corra hacia atrás, la entropía (o sea
el desorden) disminuye y, por tanto, la complejidad aumenta
-En ese Universo
paralelo de Julian Barbour, la dirección del tiempo está dominada por la
gravedad, no por la termodinámica
-En resumen, ese
Universo anterior a nuestro Big Bang habría llegado hacia fases / estados de
gran complejidad
Por otro lado, nos dice la Mecánica Cuántica que la
información (o sea los estados cuánticos) no puede desaparecer
Sabemos, por la Teoría Holográfica, que la información que
hay dentro de un agujero negro puede verse reflejada en el horizonte de sucesos
(recordemos que estamos hablando de un agujero negro de radio finito, NO
infinitesimal por tanto)
En suma, estaríamos ante un agujero negro que contiene toda
la información cuántica del Universo anterior
En resumen, siguiendo a Barbour, sería un Universo espejo al
nuestro, donde el tiempo termodinámico iba hacia atrás, la complejidad llegó a
niveles máximos y la información de todo lo que le ocurrió está grabada en su
horizonte de sucesos
¿De qué puede estar formado este Universo anterior?: la
antimateria sería una buena candidata, lo que permitiría cumplir la simetría
CPT
Partículas candidatas que existen en ese Universo: las
partículas SUSY de la Supersimetría, los neutrinos de antimateria, la partícula
de Majorana (que, como sabemos es materia y antimateria a la vez)
En cualquier caso, para provocar esos efectos gravitatorios
en nuestro Universo, tiene que ser forzosamente partículas muy pesadas
Resumen de este Big Bang alternativo:
En un Universo anterior, toda la materia, energía e información
se acumula en un agujero negro con radio NO infinitesimal (según la gravedad
cuántica de bucles)
En ese agujero negro se acumula toda la información /
complejidad del Universo anterior-à la información NO se ha perdido, NO se puede
perder, según las leyes de la Mecánica Cuántica
Punto de partida de nuestro Big Bang à
partimos de un agujero negro primordial, que está creado antes del Big Bang y
no un poco después (según afirma la teoría del doble Big Bang)
Partimos también de toda la información / complejidad del
Universo anterior, grabada en el radio finito de Schwarzschild del agujero
negro que será el padre de nuestro Big Bang
Por tanto, antes del Big Bang de nuestro Universo de materia
convencional había un Universo con las siguientes características:
-Energía máxima, en forma de energía oscura
-Información máxima---à
todos los estados cuánticos / experiencias vividas por el Universo anterior
están grabadas en el radio finito de Schwarzschild
Posibilidad: la evolución puede haber dado pasos clave
acudiendo a la información grabada en el horizonte de sucesos del Universo
oscuro / anterior
Este Universo anterior sigue existiendo
La comunicación entre este Universo oscuro y el nuestro se
lleva a cabo a través de la gravedad, aunque para ser más precisos deberíamos
decir que es a través de la antigravedad
Esa antigravedad, creada en el Universo oscuro pero
transmitida a nuestro Universo de materia ordinaria, es la que origina los
efectos de entrelazamiento cuántico que vemos
Por último, pero no menos importante, si encontráramos una
relación entre “qué es lo que llama a la energía oscura a actuar” y el espacio
-tiempo, estaríamos ante la ecuación inicial de nuestro Big Bang, de toda la
Física que conocemos
Hipótesis perfecta para explicar esta primera ecuación: la
Conjetura Maldacena, que relaciona la Relatividad General y la Mecánica
Cuántica mediante una dualidad entre un Espacio- Tiempo anti De Sitter y los
Campos Conformes
Partiendo de esta asociación, podríamos explorar dos vías de
trabajo:
-El entrelazamiento cuántico produce distorsiones del espacio
– tiempo
-Las distorsiones del espacio -tiempo producen
entrelazamiento cuántico
Posibles dinámicas causa – efecto de esta dualidad:
-Una mente cuántica y/o un Universo con un alto grado de
complejidad, capaz de originar estados de entrelazamiento, produce distorsiones
del espacio -tiempo
-Estas distorsiones del espacio – tiempo serían capaces de
producir entrelazamientos en el nuevo Big Bang de la materia ordinaria
-Esa complejidad puede venir de un Universo anterior,
colapsado en agujero negro de radio finito y, por tanto, no infinitesimal
-Esa complejidad / soluciones habrían sido grabadas en el
horizonte de sucesos de ese agujero negro
Conclusión final: la información grabada en el agujero negro
de un Universo anterior es el origen del espacio -tiempo presente en nuestro
Universo, que rige todas las interacciones existentes entre la materia
ordinaria
2.Posibles formas en que nuestro Universo (el de la
materia ordinaria) puede “pedir ayuda” al Universo del vacío cuántico
El vacío está lleno
de fluctuaciones cuánticas
Esas fluctuaciones crean una partícula y su antipartícula,
el tiempo suficiente para que se cumpla el Principio de Indeterminación de
Heisenberg
Las partículas entrelazadas emiten fotones virtuales
(electrodinámica cuántica)
Las partículas virtuales están ahí, acompañando a la
partícula real--à las partículas virtuales
aparecen y desaparecen continuamente, acompañando a la partícula entrelazada
(diagramas de Feynman)
Según la Teoría de la Supersimetría, SUSY, por cada
partícula de nuestro Universo existe otra partícula supersimétrica, mucho más
pesada que ella
Mi conclusión es que esas partículas supersimétricas del
Universo oscuro son las que provocan las grandes distorsiones del
espacio-tiempo en nuestro Universo que hacen que se produzca la acción
instantánea que existe entre partículas entrelazadas en nuestro Universo
Otra explicación alternativa a las partículas
supersimétricas sería que esta acción de distorsión del espacio-tiempo en
nuestro Universo sea causada por neutrinos de antimateria que se separaron de
del Universo de materia ordinaria en los albores del Big Bang (esa antimateria
en un Universo aparte sería la necesaria para explicar la simetría CPT)
En un momento determinado, cuando se produce la medición en
una partícula entrelazada, sus partículas virtuales hacen que entre en acción
la Métrica de Alcubierre--à sacan una enorme energía
negativa del vacío, deforman el espacio-tiempo radicalmente y le mandan
información instantánea al resto de partículas entrelazadas para que colapsen
en el estado complementario al que se midió en la partícula original
Esa información que se manda es instantánea, independiente
de la distancia a la que se encuentren las otras partículas entrelazadas--à Versión: la partícula A está instantáneamente donde la
partícula B-à ambas están en el mismo espacio y
colapsan coordinadamente
Misma explicación para los tunelajes cuánticos -à sacamos energía del vacío, vía condiciones de Métrica de
Alcubierre, para saltar la barrera de potencial
3.Explicación alternativa del experimento de la doble
rendija:
-La partícula, entrando en condiciones de la Métrica de
Alcubierre, está en ambas rendijas a la vez
-La partícula, entrando en esas condiciones, está
instantáneamente antes y después de la rejilla de la doble rendija
4.Explicación alternativa a la Fusión Nuclear
Ecuación de onda de Schroedinger, para el caso de un túnel
cuántico, tiene como solución:
Si logramos que el protón que intenta entrar en el núcleo se
ponga en condiciones de entrelazamiento, ocurrirá lo siguiente: Métrica de
Alcubierre--à cambio instantáneo de posición por
curvatura del espacio-tiempo
El protón puede entrar dentro del núcleo por dos métodos:
-Atraviesa la barrera de la fuerza electromagnética de la
misma forma que funciona el efecto túnel
No pasa por el espacio definido por la barrera--à ahora está en el punto A (fuera de la barrera) y por estar
en condiciones de Métrica de Alcubierre, instantáneamente el protón aparece
dentro del núcleo, en el punto B
5.Explicación alternativa a la Electrodinámica
Cuántica
En la teoría aceptada, entre dos electrones se transmiten
fotones virtuales para repelerse
Imaginemos que los fotones virtuales están ahí (como
sabemos, el vacío no está vacío, sino que está lleno de partículas virtuales)
El electrón A está cambiando a su paso el estado cuántico de
los fotones virtuales que encuentra en su trayectoria
Los fotones virtuales hacen que aparezcan las condiciones de
la Métrica de Alcubierre -à los fotones virtuales
alterados por el paso del electrón A llegan instantáneamente a donde se encuentra
el electrón B --à los fotones virtuales NO se
mueven del alcance de los electrones y se comunican entre sí sus estados
cuánticos a través de la torsión del espacio-tiempo originada por la Métrica de
Alcubierre
Explicación más directa / revolucionaria:
Todos los electrones del Universo están entrelazados-à a veces el entrelazamiento colapsa y bajos ciertas
condiciones se mantiene. Los fotones virtuales del electrón A están ahí,
acompañando al electrón real
En un momento determinado, las partículas virtuales
involucradas hacen que entre en acción la Métrica de Alcubierre--à sacan una enorme energía negativa del vacío, deforman el
espacio-tiempo y mandan información al resto de las partículas virtuales de los
electrones que puedan estar en el recorrido del electrón A
Las partículas entrelazadas (los fotones virtuales) del
electrón B reciben la información instantáneamente y se produce la repulsión
Todos los electrones del Universo (cuyas propiedades son
idénticas) son susceptibles de poder estar en condiciones de entrelazamiento
6.Visión sobre los agujeros de gusano de
Einstein-Rosen
En la explicación original, en el centro de un agujero negro
la singularidad se puede convertir en un puente que lleva del centro del
agujero negro a otro lugar del Universo
En las matemáticas que aportó Rosen la singularidad no llega
a tamaño cero ni a densidad infinita
Kip Thorne (amigo y asesor de Carl Sagan para su película
“Contacto”) explicó las soluciones matemáticas de la ecuación de la Relatividad
General para que el agujero negro fuera transitable
Para mantener abiertos los extremos del agujero de gusano y
mantenerlo estable es necesario aportar una cantidad enorme de “energía
exótica”
Mi visión
Las partículas entrelazadas están unidas por la Métrica de
Alcubierre-à por agujeros de gusano cuánticos que
están entre nosotros y que NO son los mismos que hay en las galaxias lejanas
del Universo
Los agujeros negros / de gusano responsables de la Métrica
de Alcubierre están entre nosotros y “viven” en el Universo oscuro
A escala cuántica, existe un vacío con energía negativa que
mantiene abiertos agujeros de gusano viables y estables
Según Wallace, esos mundos son estructuras emergentes, es
decir que “no quedan directamente definidas en el lenguaje de la microfísica,
pero eso no significa que sean de alguna manera independientes de la física
subyacente”
Mi visión
Esos mundos / estructuras emergentes habitan / están en el
Universo oscuro
El Universo oscuro que provoca la Métrica de Alcubierre está
formado por estructuras / grandes cantidades de partículas virtuales
Estas estructuras de partículas virtuales podrían ser los
infinitos mundo / Universos de Everett--à el
fotón que va hacia la doble rendija crea, por debajo, en el vacío, un mundo de
Everett que define el resultado del experimento
8.Implicaciones acerca de la Teoría de Cuerdas y
Supersimetría
La Supersimetría, predicción de la Teoría de Cuerdas, dice
que todas las partículas subatómicas que conocemos, como electrones, fotones y
gravitones (¿existen?) deben tener un equivalente mucho más pesado, que se
denominan “partículas S”
Las partículas S predichas son tan increíblemente pesadas
que, a día de hoy, los aceleradores de partículas no las detectan
Mi visión
El Universo oscuro está formado por partículas S-à crean la Métrica de Alcubierre--à
las partículas S son las responsables de la distorsión del espacio-tiempo que
da lugar a las condiciones de entrelazamiento
Las partículas, en nuestro mundo, se entrelazan
Por debajo, en el Universo oscuro las partículas S
correspondientes consiguen el entrelazamiento
Lo que postula SUSY (Supersimetría) es que a cada partícula
del Modelo Estándar le corresponde una compañera supersimétrica que tiene el
spin contrario
Es decir, por cada fermión (leptones y quarks), que tienen
spin semientero, le corresponde un bosón (que tiene spin entero) y por cada
bosón (que tienen spin entero) le corresponde u
fermión (que tiene spin semientero)
Por tanto, el número de partículas predicho por SUSY sería
el doble que en el Modelo Estándar
Como hemos dicho antes, las partículas S son increíblemente
pesadas y serían las que hay en el Universo oscuro
9.Visión sobre el Big Bang de Julian Barbour y el
entrelazamiento cuántico
Bases de la Teoría
Según Julian Barbour, la dirección del tiempo está gobernada
por la gravedad y NO por la termodinámca
El Big Bang sería simplemente el estado con menor nivel de
caos y entropía (procedería de un Rebote anterior)
A partir de ahí, se crean dos Universos, uno en el que
vivimos en el que el tiempo se mueve hacia adelante (el caos y la entropía
aumentan) y otro Universo espejo donde el tiempo se mueve hacia atrás, o sea
donde el caos disminuye, la complejidad aumenta y la entropía disminuye--à en este Universo no domina la entropía sino las fuerzas
enormes de la gravedad
Mi visión
Este segundo Universo es el Universo oscuro, que distorsiona
el espacio-tiempo, creando las condiciones de la Métrica de Alcubierre--à es el que produce los entrelazamientos y efectos túnel en
nuestro Universo
Conclusión de las partículas SUSY y del Big Bang de Barbour:
el Universo oscuro está formado por partículas S (SUSY) y camina hacia la
complejidad--à busca la complejidad, ayuda a la
complejidad cada vez que nuestro Universo “se lo pide”
Explicación más sencilla: se crean dos Big Bangs, uno para
la materia ordinaria y otro para la materia oscura
El Big Bang de la materia oscura crea un agujero negro
primordial
En el Big Bang de la materia ordinaria el tiempo va hacia
adelante ( el orden disminuye) y en el de la energía/materia oscura el tiempo
va hacia atrás (la complejidad aumenta)
10.Visión sobre el Megauniverso que respeta la
simetría CPT
Bases de la Teoría
Nuestro Universo tendría un compañero de antimateria al otro
lado del Big Bang:
Ese segundo universo sería como un mellizo del nuestro, pero
como una imagen especular: todo lo que contiene está invertido respecto al
nuestro. Incluso el tiempo, en vez de avanzar hacia el futuro, lo hace hacia el
pasado (aunque a efectos de ese universo somos nosotros los que vamos al
revés).
Si ese modelo se confirmara, significaría que el universo
que conocemos y hemos estudiado es solo una parte de una entidad mucho más
compleja, de un megauniverso complejo, formado por un lado por nuestro universo
y, por otro lado, por otro universo inverso.
Los autores de esta investigación, Latham Boyle, Kieran Finn
y Neil Turok, del Perimeter Institute for Theoretical Physics en Canadá, han
llegado a esta conclusión profundizando en las debilidades del Modelo
Cosmológico actual.
Una de estas debilidades es una pequeña contradicción no
resuelta: si nuestro Universo está en continua expansión, teóricamente estaría
violando una simetría fundamental de la naturaleza, llamada simetría CPT (por
las iniciales de Carga, Paridad y Tiempo).
Esa simetría indica que si se invierten las cargas, la
paridad y el tiempo de una interacción de partículas, esa interacción se
comportará siempre de la misma manera (será simétrica).
Los investigadores consideran que este no es el caso del
Universo que vemos a nuestro alrededor, en el que el tiempo avanza a medida que
el espacio se expande, y en el que hay más materia que antimateria. Sin
embargo, esa simetría sí se cumple en el caso de que también exista ese
Antiuniverso.
En el megauniverso complejo se cumpliría la simetría CPT
porque en una de sus manifestaciones (el Antiuniverso) no solo el tiempo
transcurre en una dirección opuesta a la del nuestro, sino que también está
dominado por la antimateria. La imagen especular de ambos universos mellizos
compensa los posibles desajustes.
Estos autores consideran que ese modelo simétrico de
megauniverso complejo, integrado por dos universos especulares, no solo es
consistente con la historia de expansión cósmica conocida, sino que también
proporciona una explicación directa para la materia oscura.
Por un lado, ese megauniverso complejo, integrado por dos
universos opuestos, puede expandirse y llenarse de partículas sin necesidad de
un largo período de rápida expansión conocido como inflación (que tal vez
erróneamente hemos atribuido a nuestro universo), por lo que no violaría la
simetría básica de la naturaleza (CPT).
Por otro lado, ese universo complejo resuelve también el
misterio de la materia oscura: no sería más que un nuevo tipo de neutrino,
todavía no observado, que solo puede existir en el “otro” universo.
Mi visión
Ese Antiuniverso, compuesto de partículas muy pesadas,
neutrinos y/o partículas S, es el que distorsiona nuestro espacio-tiempo
mediante la Métrica de Alcubierre
Este Antiuniverso espejo interactúa con nuestro Universo a
través de la gravedad y explicaría la paradoja de la constante de Hubble, que
indica que el Universo se está expandiendo más deprisa que lo calculado en el
Modelo Cosmológico actual
11.Big Bang a partir de un agujero negro creado en un
Universo anterior, agujero negro que respeta la llamada “Paradoja de la
Información”, mediante el “Principio Holográfico”
Bases de la Teoría
El principio holográfico: el más bello avance hacia la
gravedad cuántica:
La termodinámica de los agujeros negros surgió porque era
necesario asignarles entropía dentro de un marco teórico adecuado: si no la
poseían, era posible cargarse la entropía entera del Universo arrojando cosas a
un agujero negro
Surge combinando agujeros negros, determinismo y gravedad
cuántica
Hawking decía que lo que radiaban los agujeros negros era
completamente aleatorio
Esta interpretación de Hawking NO era respetuosa con el
determinismo de la función de onda de la Mecánica Cuántica
La función de onda es determinista---à
si conoces la función de onda de un sistema puedes calcular de forma
determinista su evolución siguiendo la ecuación de Schroedinger, para estimar
cómo será dicha función un tiempo después
Más aún, la función de onda propaga toda la información del
sistema cuántico, por lo que NO es concebible que sea destructible
En Mecánica Estadística, cuando hablamos de la entropía de
un sistema estamos contando la cantidad de información de la que disponemos
sobre dicho objeto / sistema
Bekenstein --àla entropía de los agujeros negros es una entropía
debida al entrelazamiento cuántico
Las partículas de fuera del agujero negro y las de dentro
quedan entrelazadas cuando se formaba el agujero negro
Fórmula de Bekenstein
S: entropía del agujero negro
A: área del agujero negro
Propuesta del Principio Holográfico: lo que vemos que sucede
en el horizonte de un agujero negro es una representación perfecta de lo que
sucede en el interior--à estaríamos viendo el
interior del agujero sin necesidad de entrar en él
Restricción: un cierto volumen físico de nuestro Universo NO
puede contener más información que la que se puede codificar en su frontera
¿Cuál sería la unidad mínima de información?, ¿el bit
cósmico?
A es el área de Planck
Con este razonamiento, la propuesta fue que el horizonte del
agujero negro contenía un bit de información por cada pequeño recinto de tamaño
igual al área de Planck sobre su superficie. Un agujero negro que almacenase
tres millones de bits de información cuántica tendría que tener un área de tres
millones de áreas de Planck, que son diminutas.
Si nos vamos a un caso bien sencillo, como podría ser un
agujero negro de un centímetro de radio (que es lo que mediría el de la Tierra
si esta se comprimiese), la información que podría almacenar sería de:
Para calcular el área del agujero hemos usado la fórmula del
área de una esfera.
Esto es una barbaridad. Un ordenador normal almacena no más
de 10 elevado a 13 bits, una cantidad prácticamente nula en comparación con la
que nos ha salido. La propia Tierra, en principio, requiere menos bits de
información para ser descrita que esa cantidad.
Pongamos otro ejemplo planteado por el propio Susskind,
rellenando todo el universo observable de libros. Si cada carácter en un libro
lo consideramos con un bit, un libro posee aproximadamente 6000 bits por
centímetro cúbico. El tamaño del universo observable, por otra parte, son 4 por
10 elevado a 80 metros cúbicos. Toda esa barbaridad de libros podrían ser
acogidos como bits en la frontera de un agujero negro de apenas 7 kilómetros:
Consecuentemente, la información en el universo está muy
poco concentrada en comparación con lo que podría estarlo.
La propuesta de ‘t Hooft y Susskind se conoce como principio
holográfico porque trata el interior del agujero negro como si fuese un
holograma codificado en su superficie, del mismo modo que en películas de
ciencia ficción como Star Wars las imágenes tridimensionales que usan para
comunicarse están codificadas en el plano que las genera.
Dentro de la propuesta, se incluye el axioma de que en el
universo en un volumen delimitado por cierta área no puede haber mayor cantidad
de información que la que tendría un agujero negro con dicha área y que,
análogamente, dada una cierta cantidad de información no se puede comprimir más
que lo que la comprimiría un agujero negro. De haber en el cosmos algo con
mayor densidad de información que un agujero negro la propuesta tendría que ser
revisada, como poco reduciendo el tamaño de los bits para que entren más en
menos sitio.
Finalmente, gracias al principio holográfico, en el agujero
negro en principio dejaron de haber paradojas. La información no se pierde
porque queda registrada constantemente en la frontera del agujero negro y los
dos observadores llegan a las mismas conclusiones.
Leonard Susskind se lanzó a la aventura explicando esta
propuesta en su artículo “El universo como un holograma”
Determinismo holográfico:
A partir de lo expuesto resulta obvio que la paradoja de la
información desaparece. Las funciones de onda se propagan y evolucionan deterministamente
codificadas en el horizonte del agujero negro para el observador externo,
mientras que el observador interno verá que las cosas entran y más adelante
salen despedidas en algún momento como radiación térmica, pero sin haber
perdido su identidad.
Mi visión
En un Universo anterior, toda la materia, energía e
información se acumula en un agujero negro con radio NO infinitesimal
(según la gravedad cuántica de bucles)
En ese agujero negro se acumula toda la información /
complejidad del Universo anteriorà la información NO se ha
perdido, NO se puede perder, según las leyes de la Mecánica Cuántica
Punto de partida de nuestro Big Bang--à partimos de un agujero negro primordial, que está creado
antes del Big Bang y no un poco después (según afirma la teoría del doble Big
Bang)
Partimos también de toda la información / complejidad del
Universo anterior, grabada en el radio finito de Schwarzschild del agujero
negro que será el padre de nuestro Big Bang
Como resumen, antes del Big Bang de nuestro Universo había:
-Energía máxima, en forma de energía oscura
-Información máxima--à
todos los estados cuánticos / experiencias vividas por el Universo anterior
están grabadas en el radio finito de Schwarzschild
¿Qué ocurre cuando comienza nuestro Big Bang?:
-Se crean todas las partículas elementales
-Se produce la nucleosíntesis / fusiones nucleares sin
necesidad de llegar a millones de grados --à
pasamos protones de fuera del núcleo de hidrógeno al interior, por efecto túnel
cuántico
¿Cómo se produce este fenómeno de creación en nuestro Big
Bang?: la información del agujero negro sabe cómo crear un nuevo Universo y la
energía lo lleva a cabo con la poderosa herramienta de la enorme distorsión del
espacio-tiempo que se lleva a cabo si entramos en condiciones de la Métrica de
Alcubierre
¿Quién es el verdadero actor de cómo será la evolución del
Big Bang que se acaba de crear?: la información / experiencia acumulada en el
agujero negro / fin de los tiempos del Universo anterior
En el Universo anterior, la flecha del tiempo termodinámico
iba hacia atrás (Universo paralelo de Barbour)--à ese
Universo caminaba hacia la mínima entropía, la máxima complejidad
Por último, pero no menos importante: estas distorsiones del
espacio-tiempo deben haber provocado ondas gravitacionales que deberían ser
observables
12.Visión sobre Superconductividad y Pares de Cooper
En vez de la explicación clásica de cambios en la red de
iones-à esos electrones del par cogen energía
del vacío, entran en fase de entrelazamiento, los dos electrones responden a la
misma ecuación de onda--à cada uno de ellos sabe en
cada momento lo que hace el otro y su tránsito a través de la red de iones
positivos es mucho más fácil que el que habrían encontrado por separado
Mi visión
“Los electrones que forman los pares de Cooper buscan ayuda
en el Universo oscuro”--à entran en condiciones de la
Métrica de Alcubierre
Además, el Universo oscuro le da las claves para transitar
más fácil por la red de iones positivos
Y ello es así porque el Universo oscuro está hecho para
permitir tránsitos hacia la complejidad (Big Bang de Barbour), para buscar
soluciones más complejas
Por último, esta petición de ayuda, este entrelazamiento
hace que todos los pares de Cooper del superconductor estén entrelazados--à la formación de pares de Cooper tiene lugar simultáneamente
en todo el conductor, por lo que la conducción eléctrica se convierte en la
“marcha de un pequeño ejército de Pares de Cooper que no hay nadie que lo
detenga”
13.Reversión del estado de un fotón (experimento hecho
en la Universidad de Austria)
Bases de la Teoría
Si corremos el tiempo hacia atrás, podríamos saber todos los
estados que ha tenido ese fotón a lo largo de su historia---à `podríamos llegar hasta el momento en que se creó, cerca
del Big Bang
Para hacer que el fotón vaya hacia atrás, lo hacemos con
protocolos de “rebobinado universal”
Mi visión
Nos ayudamos del Universo oscuro, donde el tiempo va hacia
atrás, el orden aumenta y la entropía disminuye
El estado del electrón irá hacia atrás si conseguimos entrar
en distorsiones del espacio-tiempo producidas por la Métrica de Alcubierre
Si logramos revertir el tiempo, o sea los estados de un
fotón, ¿podríamos conseguir lo mismo con una célula?--à
revertiríamos su estado de célula adulta al de célula pluripotencial
¿Misma dinámica para los saltos evolutivos? --à en vez de lucha / competición en los procesos evolutivos--à cooperación, que se consigue “pidiendo ayuda” al Universo
oscuro, al agujero primordial, al vacío cuántico, que está regido por un tempo
que va hacia atrás, por la transición hacia una mayor complejidad, por la
creación de estructuras más complejas
14.Acción conjunta energía oscura – materia oscura del
Antiuniverso para provocar distorsiones del espacio – tiempo en nuestro
Universo. Aplicación de la Conjetura Maldacena
No olvidemos que la masa no es nada más que energía
condensada
La energía oscura, cuando quiere crear una fuente constante
de repulsión antigravitatoria, crea un agujero negro primordial de materia
negativa, pero cuando ese Universo oscuro es requerido de manera puntual para
que su energía, por ejemplo, ayude a la materia ordinaria a entrar en
condiciones de entrelazamiento o a traspasar un túnel cuántico---à acude directamente a la energía oscura y NO se vale del
agujero negro primordial
Así la acción requerida sería más flexible y puntual: acudo
allí donde haya entrelazamiento o túneles cuánticos o doble rendija, hago la
ayuda puntual / la acción puntual y cuando acaba mi misión (cuando se deshace
el entrelazamiento) yo, energía oscura, desaparezco y me voy a otro sitio donde
requieran mis servicios
Así, habría chorros puntuales de energía oscura, que
producirían, por ejemplo, esos tunelajes
El mundo sería así más simple--à
la energía oscura, directamente, es la que produce las distorsiones del espacio
– tiempo
La ecuación de la
Relatividad General relaciona materia y espacio-tiempo
Habría que
encontrar una ecuación para relacionar energía oscura y espacio-tiempo
Hipótesis perfecta
para explicar esta primera ecuación que originaría toda la Física que conocemos:
la Conjetura Maldacena, que relaciona la Relatividad General y la Mecánica
Cuántica mediante una dualidad entre un Espacio- Tiempo anti De Sitter y los Campos
Conformes
Partiendo de esta
asociación, podríamos explorar dos vías de trabajo:
-El entrelazamiento
cuántico produce distorsiones del espacio – tiempo
-Las distorsiones
del espacio -tiempo producen entrelazamiento cuántico
Posibles dinámicas causa
– efecto de esta dualidad:
-Una mente cuántica
y/o un Universo con un alto grado de complejidad, capaz de originar estados de
entrelazamiento, produce distorsiones del espacio -tiempo
-Estas distorsiones
del espacio – tiempo serían capaces de producir entrelazamientos en el nuevo
Big Bang de la materia ordinaria
-Esa complejidad
puede venir de un Universo anterior, colapsado en agujero negro de radio finito
y, por tanto, no infinitesimal
-Esa complejidad /
soluciones habrían sido grabadas en el horizonte de sucesos de ese agujero
negro
Conclusión final: la
información grabada en el agujero negro de un Universo anterior es el origen
del espacio -tiempo presente en nuestro Universo, que rige todas las
interacciones existentes entre la materia ordinaria
15.Fusión nuclear artificial vs fusión solar y
tunelaje cuántico
Teoría actual
La fusión nuclear en el Sol se lleva a cabo solamente
venciendo la repulsión electromagnética con millones de grados de temperatura y
una inmensa presión
Los astrofísicos saben que eso no basta y que en las fases
finales solo consiguen entrar los protones al núcleo de los átomos de Hidrógeno
vía tunelaje
Actualmente, los experimentos de fusión nuclear que se
llevan a cabo en todo el mundo se basan en el primer concepto citado
Mi visión
Deberíamos tratar de provocar el tunelaje para no tener que
llegar a esas temperaturas tan extremas
¿Cómo provocar ese tunelaje cuántico?: vía torsión del
espacio - tiempo / Métrica de Alcubierre
Para que haya torsión del espacio 7 tiempo deberíamos poner
en el plasma las condiciones de entrelazamiento----> debemos “llamar a la
energía oscura”
La energía oscura ayuda al protón que está fuera del núcleo,
vía condiciones de Métrica de Alcubierre, a pasar la barrera de potencial y
entrar en el núcleo de Hidrógeno
Resumen: la fusión nuclear que se produce en el Sol y resto
de estrellas se produce porque los protones que quieren entrar en el núcleo
“piden ayuda” a un agujero negro primordial que se formó mucho antes que el Sol
16.Alternativa a la nucleogénesis aceptada del Big
Bang
Los seres humanos, la ciencia, podrían crear Big Bangs
tranquilos acudiendo, para las diferentes etapas de nucleógenesis de los
elementos, a “ayudas” de la energía oscura / agujeros negros primordiales /
distorsiones del espacio-tiempo
17.Explicación de la levitación
Primera explicación: si estamos en condiciones de
superconductividad, aparecerá la levitación:
Efecto Meissner
El efecto Meissner, también denominado efecto
Meissner-Ochsenfeld, consiste en la desaparición total del flujo del campo magnético en el interior de un
material superconductor por debajo de su temperatura crítica. Fue descubierto por Walter
Meissner y Robert Ochsenfeld en 1933 midiendo la
distribución de flujo en el exterior de muestras de plomo y estaño enfriados
por debajo de su temperatura crítica en presencia de un campo magnético.
Meissner y Ochsenfeld encontraron que el campo magnético se
anula completamente en el interior del material superconductor y que las líneas
de campo magnético son expulsadas del interior del material, por lo que este se
comporta como un material diamagnético perfecto.
El efecto Meissner es una de las propiedades que definen la superconductividad
y su descubrimiento sirvió para deducir que la aparición de la
superconductividad es una transición de fase a un estado diferente.
La expulsión del campo magnético del material superconductor
posibilita la formación de efectos curiosos, como la levitación de un imán
sobre un material superconductor a baja temperatura que se muestra en la figura.
Vencemos la fuerza de la gravedad acudiendo a la energía
oscura, que es antigravedad
Esa antigravedad es originada por distorsiones del
espacio-tiempo originadas en el Universo oscuro
El Universo oscuro se comunica con el nuestro haciendo
entrelazamientos entre partículas y proporcionando energía antigravitatoria
para levantar cosas, como partículas de polvo en la habitación de
“Interstellar”
18.Explicación alternativa a cómo sacar energía del
vacío
La opción sería ir directamente al vacío buscando, por
método parecido al efecto Casemir, pero aprovechándonos del efecto
antigravitatorio generado por la Métrica de Alcubierre para sacar del vacío la
partícula de cada par generado en esas fluctuaciones y traerla al
espacio-tiempo de nuestro Universo
Opción más poderosa: aprovechar la energía oscura / la
distorsión del espacio – tiempo para hacer pasar los electrones de cualquier
elemento químico desde una órbita estable a las órbitas más exteriores--à el electrón pasaría
de la órbita 1 (espacio A) a la órbita 3 (espacio B) por distorsión del
espacio-tiempo producido por nuestra “llamada” a la energía oscura
Después, como siempre, ese electrón, al estar inestable en
una órbita excitada, volvería a la órbita original emitiendo energía
electromagnética (fotones) …..que habría salido del vacío
Nota final. Si esto lo hacemos para muchos electrones, de
diferentes átomos de un mismo elemento, podemos conseguir que todos los
electrones estén sincronizados, y bajen todos a la vez a sus órbitas estables
adicionales---à conseguiríamos reproducir el
efecto-láser (muchísima más energía, generada por ondas electromagnéticas
sincronizadas)….y todo habría salido del vacío
19.Resonancia Magnética, entrelazamiento y estado de
consciencia en nuestro cerebro
Según un reportaje de la BBC, David López, Doctor en
Neurociencias y su equipo, cuando un paciente al que se le está haciendo una
Resonancia está despierto, las señales devueltas por el cuerpo humano son más
fuertes cuando el paciente se queda dormido
El "cerebro cuántico", la audaz teoría que puede
ayudar a resolver el misterio de cómo surge la conciencia humana:
David afirma que durante la Resonancia los protones están
entrelazados “porque hay una función que etá mediando ese entrelazado y que esa
función que hace de mediadora es la consciencia”
Y continúa: "No
podemos medirla directamente, pero medimos los protones".
El científico explicó a BBC Mundo que "la gravedad
cuántica es un mundo puramente teórico que todavía no se ha explicado
experimentalmente, que quiere unir dos teorías que a priori no son compatibles
(la mecánica cuántica y la teoría de la relatividad). Para ello han creado la
figura del gravitón, que es algo que no se sabe cómo es pero que sería el
puente entre las dos teorías"
Mi visión
Este experimento indica un hecho clave: la consciencia
influye sobre el estado de spin de los protones de los núcleos de las moléculas
de agua de nuestro cuerpo, lo cual quiere decir que hay una conexión
mente-cuerpo directa y demostrable, a través del resultado de la Resonancia
No hace falta acudir
a la existencia del gravitón para explicar esta relación entre consciencia y
entrelazamiento
De existir esta relación, y siguiendo el argumento base de
este documento, esto querría decir que la consciencia es la que “llama” al
Universo oscuro, que crea la distorsión del espacio-tiempo que provoca el
entrelazamiento de los protones de las moléculas de agua del cuerpo, cuyo
decaimiento origina la señales detectadas en las Resonancias
Conclusión más enigmática: ¿es la consciencia la que
controla la energía oscura del Universo del vacío cuántico?
De acuerdo con este planteamiento, habría que pensar en una
ecuación del Big Bang de nuestro Universo en los siguientes términos:
Lado izquierdo de la ecuación: consciencia = lado derecho:
fuertes distorsiones del espacio-tiempo
Siguiente ecuación: la Teoría General de la Relatividad-à el espacio-tiempo le dice a la materia cómo moverse
(parafraseando a John Wheeler)
Ambos Universos estarán comunicados a través de ondas gravitacionales
(tal como propone el físico Kip Thorne en Interstellar)
Los efectos en nuestro Universo serían fuerzas
antigravitatorias creadas por el Universo oscuro
¿Cómo se realizaría esta conexión mente-células de nuestro
cuerpo?
Mi visión
La consciencia, en determinadas condiciones, crea un estado
de entrelazamiento de todos los neuropéptidos de nuestro cuerpo
Para ello, se ha conseguido activar el Universo oscuro, que
por medio de la distorsión del espacio-tiempo, es el último responsable de ese
entrelazamiento
La consciencia llega a estado de entrelazamiento solo con
determinados pensamientos, por ejemplo, cuando estamos en estado de
inspiración, meditación intensa, de urgencia máxima, etc.
20.Viajes al pasado
Mi versión
Los estados cuánticos, según la Mecánica Cuántica, no se
pierden
Cada estado cuántico es un mundo que ha existido
Los mundos originados por cada uno de esos pensamientos
clave siguen ahí, en el cerebro, en la memoria
Bajo este prisma, un mundo “efecto” (un pensamiento concreto)
puede existir perfectamente antes que un mundo causa
Esto significaría se puede viajar a través del tiempo: a
través de un pensamiento “efecto” puedo investigar las causas que lo hicieron
posible--àveo el efecto e investigo las posibles
cauasas-à pienso--à
efecto Alcubierre--à viajes instantáneos entre
diferentes estados cuánticos que han ocurrido--à
viajes atrás en el tiempo
No viajamos al pasado como personas sino como estados
cuánticos que han ocurrido (y que por tanto han quedado grabadas en nuestro cerebro)
en nuestro pasado
21.Los agujeros negros crecen no solamente por la
materia que absorben, sino sobre todo por la energía oscura del vacío
Loa agujeros negros crecen por la energía oscura que
sacan del vacío
Descubren la fuente máxima de energía oscura, los agujeros
negros:
Hasta ahora se creía que los agujeros negros estaban en
constante crecimiento gracias a las cantidades inmensas de materia que devoran
debido a sus campos gravitacionales, pero las observaciones de Farrah y Croker,
sugieren que es en realidad la energía oscura la que genera este
crecimiento. Según sus conclusiones, los agujeros negros
contienen energía de vacío y están acoplados a la expansión del Universo,
aumentando en masa a medida que el cosmos se expande. Acorde con esta nueva
investigación, la cantidad medida de energía oscura en el cosmos, puede
explicarse gracias a la energía de vacío acumulada en los agujeros negros.
“Esta medición que explica por qué el Universo se acelera
ahora, ofrece una hermosa visión de la fuerza real de la gravedad de Einstein”.
Mi visión
Impresionante descubrimiento, hecho a partir de
observaciones de agujeros negros supermasivos que viven dentro de un grupo de
galaxias elípticas del Universo primitivo
Solo me queda por añadir: ahí está la energía oscura en todo
su esplendor, en esos agujeros negros primordiales
ANEXOS
Anexo 1. Ecuación de onda de Schroedinger, aplicada al
caso de un túnel cuántico
La dualidad onda-corpúsculo, también
llamada dualidad onda-partícula es un fenómeno
cuántico, bien comprobado empíricamente, por el cual muchas partículas pueden exhibir comportamientos
típicos de ondas en unos experimentos mientras aparecen como partículas
compactas y localizadas en otros experimentos. Dado ese comportamiento dual, es
típico de los objetos mecanocúanticos,
donde algunas partículas pueden presentar interacciones muy localizadas y como
ondas exhiben el fenómeno de la interferencia.
De acuerdo con la física
clásica existen diferencias claras entre onda y partícula. Una partícula tiene una posición
definida en el espacio y tiene masa mientras que una onda se extiende en el
espacio caracterizándose por tener una velocidad definida y masa nula.
Actualmente se considera que la dualidad onda-partícula es
un “concepto de la mecánica cuántica según el cual no hay diferencias
fundamentales entre partículas y ondas: las partículas pueden comportarse como
ondas y viceversa”. (Stephen
Hawking, 2001)
Este es un hecho comprobado experimentalmente en múltiples
ocasiones. Fue introducido por Louis-Victor de Broglie, físico francés de
principios del siglo xx. En 1924 en su tesis
doctoral, inspirada en experimentos sobre la difracción de electrones, propuso
la existencia de ondas de materia, es decir que toda materia tenía una onda
asociada a ella. Esta idea revolucionaria, fundada en la analogía con que
la radiación tenía
una partícula asociada, propiedad ya demostrada entonces, no despertó gran
interés, pese a lo acertado de sus planteamientos, ya que no tenía evidencias
de producirse. Sin embargo, Einstein reconoció
su importancia y cinco años después, en 1929, De Broglie
recibió el Nobel en Física por su trabajo.
Su trabajo decía que la longitud
de onda� de la onda asociada a la materia era:
Longitudes de onda del electrón y de una pelota de
beisbol:
Si se explora los valores de la longitud de onda de los
objetos macroscópicos ordinarios como pelotas de béisbol, se encontrará que sus
longitudes de onda de DeBroglie son ridículamente pequeñas. La comparación de
la potencia de diez para la longitud de onda, mostrará que las longitudes de
onda de los objetos ordinarios son mucho más pequeñas que un núcleo. La
implicación es que para los objetos ordinarios, nunca se verá ninguna evidencia
de su naturaleza ondulatoria, y para todos los fines prácticos pueden
considerarse como partículas.
Anexo 3. Principio de incertidumbre de Heisenberg para
la energía-tiempo
Ver post: “Relación de indeterminación de Heisenberg”:
Esta forma es la que se utiliza en mecánica cuántica para
explorar las consecuencias de la formación de partículas virtuales, utilizadas
para estudiar los estados intermedios de una interacción. Esta forma del
principio de indeterminación es también la utilizada para estudiar el concepto
de energía del vacío.
Anexo 4. Experimento de la doble rendija
Ver PDF:
Sanchez-Jesus Double slit experiment interpretation:
Interpretación del experimento de la doble rendija
Para esta interpretación, consideraremos las partículas como
los vehículos (los transmisores) de la energía pero siendo estas partículas
indetectables de por sí (no pueden interactuar directamente con nada). Las
interacciones no son provocadas por la partícula en sí sino por los portadores
de fuerza que emite (generalmente los fotones virtuales). Cuando un detector
detecta un electrón, realmente no lo “toca”, ni siquiera lo “ve”, sino que
interactúa con su campo electromagnético (con sus fotones virtuales). El
electrón está emitiendo continuamente una nube de fotones virtuales que le
rodea. La distribución de estos fotones está definida por una función de onda.
El detector no interactúa con el electrón mismo, sino con su nube de fotones
virtuales. Cuando el electrón pasa por una rendija, toda su nube de fotones
pasa por las dos rendijas así que interfiere consigo misma y se distribuye
según el patrón de interferencia. Para que uno de estos fotones interactúe con
la pantalla, la energía del electrón debe ser usada en ese punto –si no se usa
esa energía sencillamente no habría interacción-. Si una vez hecha una
interacción por un fotón con la pantalla, otro fotón intentara interactuar con
la pantalla otra vez, no habría interacción ya que no habría más energía que
permitiera que esa interacción ocurriera. Así que, cada vez que enviamos un
electrón, la pantalla mostrará sólo un punto, pero el patrón total se definirá
por la posibilidad de interacción (esto es, por la distribución de la nube de
fotones, una vez ha pasado por las dos rendijas, es decir, por el patrón de
interferencia). Esto significa que el electrón, la partícula indetectable (pero
transmisor de la energía), podría pasar sólo por una rendija –o quizás no,
realmente no nos importa- pero sus posibilidades de ser detectado pasan
realmente por ambas rendijas (en forma de una nube de fotones que interfiere
consigo misma).
Anexo 5. Integral de caminos de Feynman
Cómo nuestra realidad puede ser la suma de todas las
realidades posibles:
La ecuación, aunque adorna las páginas de miles de
publicaciones de física, es más una filosofía que una receta rigurosa. Sugiere
que nuestra realidad es una especie de mezcla, una suma, de todas las
posibilidades imaginables. Pero no les dice a los investigadores exactamente
cómo llevar a cabo la suma. Así que la comunidad científica ha pasado décadas
desarrollando un arsenal de estrategias de aproximación para construir y
calcular la integral para diferentes sistemas cuánticos.
Las aproximaciones funcionan lo suficientemente bien como
para que físicas intrépidas como Loll busquen ahora la integral de caminos
definitiva: una que combina todas las formas concebibles de espacio y tiempo y
produce un universo con la forma del nuestro como resultado neto. Pero en esta
búsqueda por demostrar que la realidad es de hecho la suma de todas las
realidades posibles, se enfrentan a una profunda confusión sobre qué
posibilidades deberían entrar en la suma.
En el modelo estándar, las
fuerzas fundamentales están transmitidas por los bosones
de gauge. Cuando estos bosones transmiten las fuerzas son partículas virtuales,
y son creados en el vacío. Incluso en el vacío más perfecto, ya sea el que se cree
en un laboratorio, el espacio intergaláctico, o el vacío
interatómico, son creados continuamente bosones de gauge con una existencia
extremadamente breve. La mecánica
cuántica predice que la energía del vacío nunca puede llegar a ser
cero. La energía menor posible del vacío se llama energía
del punto cero, y es precisamente esta poca (aunque no nula) energía la de
las partículas virtuales. Este modelo del vacío se llama vacío
cuántico.
La transmisión de las fuerzas entre las distintas cargas de
cada interacción está descrita por la teoría cuántica de campos, que describe
cómo los bosones de gauge virtuales se transmiten a través del vacío polarizado
entre las cargas reales.3
Algunos de estos bosones también se presentan como partículas reales en
distintos fenómenos:
Pero una cuestión aún a resolver es saber si todos los bosones
de gauge sin masa que existen, incluidos los que arriba se exponen como reales,
son al fin y al cabo virtuales. Estas partículas se mueven a la velocidad de la luz, y por tanto, atendiendo a
la teoría de la relatividad de Albert
Einstein, el tiempo que tardan en propagarse entre dos puntos cualesquiera
del universo es instantáneo desde el punto de vista de las partículas.
Entonces, al ser el tiempo de emisión y absorción instantáneo, ¿serían
virtuales?
Siempre debe crearse una partícula con su antipartícula,
conservándose así el número
leptónico o bariónico (dos números
cuánticos) del universo. Las partículas que surgen de este modo son virtuales
porque en cuanto aparecen, tienen tan poca energía que al instante se aniquilan entre sí.
Estos pares virtuales se usan como un esquema explicativo
para justificar que la energía del punto cero del vacío no es
estrictamente nula. Además la radiación de Hawking puede recibir una
explicación intuitiva en términos de la creación de estos pares virtuales de
partícula-antipartícula.
Para la Teoría Cuántica de bucles, formulada por científicos
como John Baez, Carlo Rovelli y Lee Smolin, el espacio no es continuo, es
decir, no se puede dividir infinitamente: hay una unidad mínima de distancia.
El espacio-tiempo está “granulado”. Piensa en la pantalla de tu televisión o tu
teléfono móvil. Puedes ver cómo un punto de luz se mueve de un lado a otro de
manera aparentemente continua. Si te acercas lo suficiente puedes notar que la
pantalla está dividida en decenas de miles de cuadritos que forman la imagen.
Estos cuadritos se llaman “pixeles”: son la unidad mínima de la imagen: no se
pueden subdividir más. Y un punto de luz que se mueve puede estar en este
pixel, o en el pixel contiguo, pero no se puede mover “medio pixel”.
La propuesta de la Gravedad Cuántica de bucles es que el
espacio también está así: pixelizado. O más propiamente “cuantizado”, de la
misma manera que la energía sólo se puede transferir en paquetes llamados
“cuantos”. No sólo la materia y la energía, sino el espacio mismo tiene una
estructura atómica. La distancia mínima se llama “distancia de plank”, es
millones de veces más pequeña que un electrón, y nada se puede
mover en distancias menores.
¿Cómo se estructura?
La idea es que el espacio-tiempo está estructurado en redes
de pequeñísimos rizos o bucles conectados entre sí. Estas redes se llaman
“redes de spin”, y son estudiadas mediante una rama de las matemáticas llamada
“teoría de grafos”, que se ocupa de calcular los modos posibles en los que se
relacionan los vértices y las aristas de la red. Una red de spin representa el
estado cuántico de un campo gravitacional. Y no es fijo: está en constante
flujo.
Una hipótesis meramente especulativa dice que las partículas
subatómicas podrían ser “nudos” o “trenzas” dentro de la red de spin. Esta por
ejemplo podría ser un electrón, mientras que ésta podría ser un positrón. Acá
tenemos un electrón neutrino y éste, un anti-neutrino. Y la deformación del
espacio-tiempo que se manifiesta como gravedad a escalas planetarias o
galácticas, empieza aquí, en la escala más pequeña posible. El universo sería
una impresionantemente complicada red de spin.
La antigua idea del espacio y el tiempo como un escenario
donde ocurren las cosas ya no aplica. Una red de spin no está en el tiempo y el
espacio: sino que es el espacio-tiempo mismo.
Anexo 8. Energía del vacío. La mayor discordancia de
la historia de la ciencia
Las medidas astronómicas basadas en el movimiento del
sistema solar y sobre todo de galaxias lejanas se han traducido en un valor
máximo para la constante cosmológica:
|V|<10-56 cm-2
Este valor máximo implica que la densidad de energía
del vacío tiene que ser menor que 10-9erg/cm3. A
continuación veamos qué nos dicen las estimaciones teóricas. Si intentamos
expresar la energía del vacío en unidades de Planck que constituyen el sistema
de unidades fundamental en mecánica cuántica obtenemos:
Eplanck=(hc5/G)1/2=1019 GeV
Entonces tenemos que la densidad de energía del vacío
sería:
Pvac=(1019GeV)4=1076 GeV=10114 erg/cm3
¡Esto es una cantidad inmensa de energía! La
discrepancia es por tanto de 123 órdenes de magnitud. Este
valor es de una magnitud inconcebible para el cerebro humano. Por eso se dice
que esta estimación teórica constituye la discordancia entre teoría y
experimento más grande de la historia de la ciencia.
El cálculo de la energía del vacío de la QED
La QED (Quantum Electrodinamics) constituye la más
simple pero a la vez más exitosa teoría que nos permite aplicar los principios
de la mecánica cuántica y la relatividad especial al electromagnetismo. Para
calcular la energía del vacío en QED debemos cuantizar el campo
electromagnético. Al cuantizar obtenemos la expresión:
Esta expresión nos conduce a la famosa analogía entre el
campo electromagnético y un oscilador armónico cuántico. De esta forma la
energía del punto cero será la suma de la energía del punto cero de cada
oscilador armónico.
Wmax es un parámetro denominado frecuencia de corte que
hablando “a grosso modo” es el valor a partir del cual la contribución de los
armónicos de alta frecuencia se considera despreciable. El valor a introducir
en Wmax es objeto de discusión y la estimación de Pvac depende del valor
elegido. Un valor razonable para Wmax sería aquel en el que el
electromagnetismo deja de existir como tal y se unifica con la fuerza débil, es
decir, la energía a la que se restablece la simetría electrodébil que es del
orden de 100GeV. Con este valor obtenemos:
Pvac=(100GeV)4=1046erg/cm3 (55
órdenes mayor que el valor experimental).
El cálculo de la energía del vacío electrodébil
En la teoría electrodébil, la energía que adquieren
las partículas y los campos cuánticos al romperse la simetría es proporcional
al vacío del campo de Higgs. El potencial del Higgs es:
V(Ø)=Vo-µ2Ø2+gØ4.
Donde g es la constante de autoacoplamiento del Higgs.
Este potencial es mínimo para
Ø2= µ2/2g por tanto V(Ø)=Vo-µ4/4g
Considerando que V(Ø) se anula para Ø=0 tenemos:
Pvac=-µ4/4g=-gv4=-(105GeV)4= -1043erg/cm3 (52
órdenes de mayor que el valor experimental)
El cálculo de la energía del vacío de la QCD
La QCD (Quantum Chromodynamics) es la teoría cuántica
que se utiliza cuando tenemos en cuenta la fuerza nuclear fuerte, es decir,
cuando estudiamos el interior del núcleo atómico. En QCD existe una escala de
energía característica denominada Lqcd que es la escala a la cual se restablece
la simetría quiral y desaparece el condensado quark-gluon del vacío cuántico;
por esto la energía del vacío en QCD se suele considerar un prefactor de Lqcd.
El cálculo estimativo nos dice entonces que
Pvac=(10-3 o 10-2)4= 1035o
1036erg/cm3 (44 o 45 órdenes mayor que el
valor experimental)
El cálculo de la constante cosmológica según la
Relatividad General
Si consideramos la gravedad el problema se vuelve aún
más difícil, algunos dirían que casi imposible de resolver. El campo
gravitatorio "crea" partículas de forma equivalente a un marco de
referencia acelerado. El efecto Unruh se basa en este fenómeno, de forma que un
detector acelerando en un espacio vacío detectará partículas continuamente. Sin
embargo, existe una buena noticia: los experimentos nos indican que cuando la
gravedad es débil, por ejemplo en la Tierra, los cálculos de nuestras teorías
cuánticas son correctos y por lo tanto podemos despreciar las contribuciones de
la gravedad a la energía del vacío.
Posibles soluciones al problema
Como hemos visto, las contribuciones de los campos
conocidos a la energía del vacío son enormes, muchos órdenes de magnitud por
encima del valor observado experimentalmente. A continuación se enumeran 4
posibles soluciones al que es considerado por muchos como el mayor problema de
la Física:
1º) La existencia de nuevos campos y
partículas que cancelen el enorme exceso de energía estimado
Muchos físicos piensan que tienen que existir nuevas
partículas y nuevos campos cuánticos por encima del rango de energías explorado
que contribuirían a la energía del vacío con signo contrario y que podrían
cancelar la inmensa densidad de energía que predicen nuestras teorías. La
supersimetría es uno de los candidatos favoritos, sin embargo, debido a que la
supersimetría está rota a bajas energías esta cancelación no sería ni mucho
menos exacta, por lo que el problema persiste. El problema es que es muy
difícil que un modelo teórico pueda producir un ajuste tan inmensamente preciso
como el requerido. ¡El ajuste tendría que cancelar el exceso con una exactitud
de al menos 56 cifras decimales!
2º) Realizar una modificación de nuestras
teorías cuánticas
Nadie sabe cómo realizar esto, además éstas han tenido
un éxito experimental sin precedentes.
3º) Realizar una modificación de la relatividad
general
Esto tiene el mismo inconveniente que la anterior.
4º) Considerar que el vacío no posee ninguna
densidad de energía
Esta solución parece imposible, sin embargo, merece tenerse
en consideración: no existe ningún experimento cuántico que pueda medir esta
energía puesto que siempre medimos diferencias de energía.
Además todos los experimentos considerados como debidos a la energía del vacío
(efecto Cassimir, desplazamiento Lamb del átomo de hidrógeno, etc) pueden
explicarse como fluctuaciones de los objetos materiales del experimento (ver
por ejemplo Schwinger SourceTheory). Considerar que el vacío
es el estado con 0 energía y 0 momento resolvería de un plumazo el problema de
la constante cosmológica cuyo valor es casi nulo. Por supuesto habría que
estudiar las posibles implicaciones de imponer tal condición en las teorías
actuales.
Si esto resultara correcto el vacío sería la primera
entidad física conocida que no posee energía ni momento y por tanto se podría
"crear" en infinita cantidad sin un aporte neto de energía ¿Como
sucedió en la inflación cósmica?
Anexo 9. Ecuación de la Relatividad General de
Einstein
En términos técnicos, las ecuaciones de campo de Einstein
son un conjunto de ecuaciones (concretamente, ecuaciones diferenciales
parciales no lineales) que pueden expresarse de forma sintetizada como una
única ecuación:
donde el primer subíndice μ (mu en griego) representa
las coordenadas del espaciotiempo y el segundo subíndice ν (nu en
griego) representa las coordenadas del momento (es decir, el cambio de las
coordenadas del espacio-tiempo -en términos simples, la posición- con respecto
al tiempo). G es la constante gravitacional, c es
la velocidad de la luz, Rμν se llama tensor de
curvatura de Ricci, gμν se llama tensor métrico, es
la curvatura escalar y Tμν se llama tensor de
tensión-energía. Esta ecuación incluye la constante Λ, conocida como la
constante cosmológica, para dar cuenta de una fuente adicional de energía. Λ
representa una fuerza adicional de expansión (energía oscura). La figura
un poco más abajo muestra los términos de la ecuación anterior y su
significado.
La existencia de la energía y la materia oscuras se
dedujeron para que las ecuaciones de campo de Einstein pudieran predecir
correctamente la expansión del universo y la velocidad de rotación de las
galaxias. Según este punto de vista, la energía oscura es la fuente de una
fuerza de expansión en el universo (es lo que explica la constante de Hubble en
las principales teorías), mientras que la materia oscura proporciona una fuente
de gravedad adicional necesaria para estabilizar las galaxias y los cúmulos de
galaxias, ya que no hay suficiente masa ordinaria para mantenerlos unidos dada
la expansión acelerada del Universo. Esta gravedad adicional también explicaría
la velocidad rotacional
de las galaxias.
A grandes rasgos, el lado izquierdo de la ecuación de la
figura anterior expresa la deformación geométrica del espacio-tiempo producida
por la contribución de energía-masa en el lado derecho de la misma ecuación.
Esta deformación del espacio también explica las ondas gravitacionales
detectadas recientemente por LIGO en 2015 y que emanan de la fusión de dos
agujeros negros.
Como afirma el físico John Wheeler, "el espacio-tiempo
le dice a la materia cómo moverse; la materia le dice al espacio-tiempo cómo
curvarse".
Aplicar reglas de cuantización sobre una función
vectorial de cuatro dimensiones
Las reglas de cuantización conducen a operaciones con
derivadas que normalmente actúan sobre una función de onda escalar, pero como
las constantes α y β son matrices de 4X4, los operadores diferenciales actuarán
sobre un vector de cuatro dimensiones Ψ, al que luego se le llamó el espinor.
Si se elige un sistema de medida en el que la velocidad de
la luz sea 1, la ecuación de Dirac se escribe así:
En la ecuación anterior se expresa una sumatoria sobre los
índices μ, comenzando desde 0 hasta 3, y por supuesto, “i” es la unidad
imaginaria, ya que se trata de una ecuación en variable compleja.
Esta ecuación se suele compactar más mediante el uso del
símbolo ∂ atravesado por una barra inclinada / para simbolizar la sumatoria de
derivadas, así queda:
Esa expresión es la
que ha quedado como “ecuación del amor”.
Las soluciones de la ecuación de Dirac y el espín del
electrón
La ecuación de Dirac es una ecuación de autovalores que
corresponden a las energías posibles. Hay dos soluciones con energía positiva,
una para cada estado de espín, y dos soluciones con energía negativa, también
para cada uno de los dos estados posibles de espín.
Es de resaltar que el espín, en la ecuación de Dirac,
aparece naturalmente, como un resultado de sus posibles soluciones y a
consecuencia directa de tomar en cuenta la energía relativista.
Es así que, por primera vez en la Física, se cae en cuenta
que el espín, una propiedad intrínseca del electrón y de otras partículas
elementales, es una consecuencia de la relatividad. Por cierto, esta propiedad
del electrón había sido comprobada antes que Dirac formulara su ecuación,
gracias al famoso experimento de Stern y Gerlach en 1922.
La ecuación de Dirac predice la existencia de la
antimateria
Dirac fue increíblemente brillante al haber obtenido su
ecuación, aplicando ingeniosamente las matemáticas, y también es notable la
forma en que interpretó sus soluciones.
Al principio, a Dirac no le quedaba claro si había
electrones con energía cinética negativa. Entonces teorizó lo siguiente:
El vacío (la ausencia de electrones) no es tal, sino que
está lleno de electrones con energía negativa en sus dos estados de espín.
Lo que sucede es que los científicos no tienen la
posibilidad de ver esos electrones, de la misma forma que normalmente no se ven
los peces del mar, de allí sale la denominación mar de Dirac.
Ahora bien, si un fotón es capaz de entregar energía suficiente
a uno de los electrones de ese mar, entonces sí será visible, apareciendo de la
nada.
Pero el espacio vacante en el mar de Dirac es un hueco de
carga positiva, es decir una partícula de la misma masa y carga que el
electrón, pero positiva, llamada positrón.
Poco tiempo después de la interpretación de Dirac, en 1932,
Carl D. Anderson detectó experimentalmente el positrón.
Gráfico de la impulsión de Alcubierre, mostrando las
regiones opuestas, contraída y extendida, del espacio-tiempo respecto al sector
central en el cual se ubica la burbuja plana de deformación.
La métrica de Alcubierre tiene, como una de sus conclusiones
más llamativas, la posibilidad de un viaje a mayor velocidad que la luz al
crearse una burbuja de deformación plana dentro de la cual se
situaría estacionariamente la cosmonave; detrás de la cosmonave el espacio-tiempo sería
deformado extendiéndolo mientras que por contraparte delante de la cosmonave el
espacio-tiempo sería contraído o contractado poniendo así el punto de destino
mucho más cerca, mientras que "detrás" de la nave el espacio-tiempo
quedaría expandido "empujado" hacia atrás gran cantidad de años luz,
todo esto sin que el espacio y el tiempo dentro de la burbuja de deformación
plana en que se hallaría la cosmonave se modificara notoriamente.
En tal caso la nave (para hacer una analogía)
"surfearía" sobre una especie de ola espaciotemporal dentro de la
"burbuja de deformación plana" que es plana por permanecer estable
entre las dos distorsiones (la anterior y la posterior) provocadas en el
espacio-tiempo (se crearía una distorsión local del espacio-tiempo).
Existirían enormes fuerzas
de marea en la región periférica de la supuesta burbuja debidas a las
curvaturas provocadas en el espacio-tiempo; sin embargo, tales fuerzas serían
despreciables en el interior de la burbuja dado el carácter plano que allí tendría
el espacio-tiempo (véase gráfico).
No se violaría ninguna ley física de las previstas por la
teoría de la relatividad ya que dentro de la "burbuja de deformación"
nada superaría la velocidad de la luz; la nave no se desplazaría dentro de tal
burbuja sino que sería llevada por la misma, la nave dentro de la burbuja nunca
viajaría más rápido que un haz de luz.
La nave y sus presuntos tripulantes estarían exentos de
sufrir los efectos devastadores provocados por las aceleraciones con
sus correspondientes enormes fuerzas g, desaceleraciones o los
efectos relativistas como la contracción de Lorentz y la dilatación del tiempo a altas
velocidades. Alcubierre ha podido demostrar que incluso cuando la nave está
acelerando viaja en una caída
libregeodésica.
Sin embargo, el que la burbuja de deformación permita
viajes superlumínicos se debe a la posibilidad de que el
propio espacio-tiempo en el cual viaja la luz tenga la capacidad de superar la
velocidad de la luz.
La Teoría de la Relatividad considera imposible que los objetos viajen a una
velocidad mayor que la de la luz en el espacio-tiempo, pero se
desconoce a qué velocidad máxima puede moverse el espacio-tiempo; se
hipotetiza que en casi en el instante inicial del Big Bang nuestro
universo poseía velocidades exponenciales superlumínicas (véase Universo inflacionario), se supone asimismo
que algunos quásares muy lejanos pueden alcanzar velocidades de
recesión translumínicas.
Aquí se introduce otra analogía: existe una velocidad máxima
a la cual un objeto puede marchar sobre el suelo ¿pero qué ocurriría si es un
suelo móvil —como puede ser una cinta trasportadora— que supera la velocidad de
la marcha? Esto supone un cambio en el sistema de coordenadas utilizado como
referencia para medir la velocidad. Si el sistema de coordenadas se mueve en la
misma dirección del desplazamiento respecto a un segundo sistema de referencia
(que debería ser externo al propio espacio-tiempo), el objeto debiera poder
incrementar su velocidad indefinidamente respecto del segundo sistema de
referencia. Lo que esta analogía plantea es si ¿sería posible "cabalgar
sobre un rayo de luz"?
Para crear un dispositivo como la burbuja de
deformación que permita el impulso de deformación —
explica Alcubierre— se requeriría operar con materia de densidad negativa
o materia exótica,
creando así con tal materia una burbuja de energía negativa que englobaría a la nave
(véase Dirac, Energía negativa). Según Alcubierre, la
cantidad de energía negativa sería proporcional a la velocidad de propagación de
la burbuja de deformación, verificándose que la distribución de la energía
negativa estaría concentrada en una región toroidal perpendicular a la dirección en que
se movería la burbuja plana (véase ilustración).
De este modo, dado que la densidad de energía sería
negativa se podría viajar a una velocidad mayor que la de la luz merced al
efecto suscitado por la materia exótica. La existencia de la materia exótica no
está descartada, antes bien el efecto
Casimir parece confirmar la existencia de tal materia; sin embargo
producir bastante materia exótica y conservarla para realizar una proeza como
el viaje superlumínico plantea los mismos actualmente
irresolubles problemas que para mantener estable a un agujero
de gusano.
Por otra parte en la Relatividad General primero se específica una distribución
factible de la materia y de la energía para luego encontrar una geometría del
espacio-tiempo asociada; si bien es posible operar con las ecuaciones de
Einstein primero especificando una métrica y luego encontrando el tensor de
energía e impulso asociado a tal métrica (que es lo realizado por Alcubierre),
esta práctica significa que la solución podría violar varias condiciones de energía y requerir la
materia exótica.
Robert J. Low, en 19992
ha probado que dentro del contexto de la relatividad general y aún en ausencia
de la materia exótica es posible construir una burbuja de deformación (los
textos en francés utilizan como equivalente de burbuja de deformación las
palabras «commande de chaîne»/ pedido de cadena). Una teoría coherente de
la gravedad cuántica quizás sirva para resolver
estas cuestiones.
Además, Alexey Bobrick y Gianni Martire afirman que, en
principio, se puede construir una clase de espaciotiempos sublumínicos y
esféricamente simétricos de impulso factorial basados en principios físicos
actualmente conocidos por la humanidad, como la energía positiva.3
El sistema supuesto por Alcubierre para los viajes cósmicos
es denominado en inglés "Warp Drive" (el mismo
nombre dado en la serie Star Trek — o "Viaje a las
estrellas"—), la traducción es: Impulso por deformación o Impulso de
Deformación o Distorsión Impulsada, también se encuentran las siguientes
traducciones: Impulso de torsión, Impulso Warp, Impulso curvado, Impulso
deformativo, Viaje curvado, Viaje combado, Motor de curvatura e incluso Motor
de Impulso Factorial. Todas estas denominaciones dan la noción del principio
básico de este hipotético método de viaje "superluminal":
en lugar de acelerar un objeto (supongase la cosmonave) a velocidad c o
próxima a c se combaría o curvaría el "tejido" del
espacio-tiempo de modo que los objetos a donde se viaja se acerquen sin un
movimiento de la nave en el sentido usual del término movimiento: más que
moverse la nave -en estas hipótesis-, es movido (curvado) el espaciotiempo.
↑ Alcubierre, M. "The
Warp Drive: Hyper-fast Transluminic within General Relativity",
Classical and Quantum Gravity, 11(5),L 73-77 (1994)
↑ Low, Robert J. (1999).
«Speed Limits in General Relativity». Class. Quant. Grav.16:
543-549. See also the «eprint version». arXiv.
Consultado el 30 de junio de 2005.
↑ "Christopher
Pike":The existence of exotic matter is not theoretically ruled out,
the Casimir effect and the Accelerating Universe both lends support to
the proposed existence of such matter. However, generating enough exotic
matter and sustaining it to perform feats such as faster-than-light
travel (and also to keep open the 'throat' of a wormhole) is thought to
be impractical. Low has argued that within the context of general
relativity, it is impossible to construct a warp drive in the absence of
exotic matter
Bibliografía
Michio
Kaku: "Física de lo imposible". Capítulo "Más rápido
que la luz".
(en inglés) Lobo, Francisco S.
N.; & Visser, Matt: Fundamental limitations on 'warp drive' spacetimes
| periódico Class. Quant. Grav. | año=2004 | volumen=21 |
págs.=5871-5892 véase también [1]
(en inglés) Hiscock, William
A.: Quantum effects in the Alcubierre warp drive spacetime, periódico
Class. Quant. Grav. | año=1997 | volumen=14 |
págs.=L183-L188}} http://www.arxiv.org/abs/gr-qc/9707024 |
accessmonthday=23 June | añoacceso=2005}}
(en inglés) L. H. Ford and
T. A. Roman (1996). «Quantum field theory constrains traversable wormhole
geometries». Physical Review D: 5496. v.t. also
the «eprint». arXiv.
(en inglés) T. S. Taylor, T. C.
Powell, "Current Status of Metric Engineering with Implications for
the Warp Drive," AIAA-2003-4991 39th AIAA/ASME/SAE/ASEE Joint
Propulsion Conference and Exhibit, Huntsville, Alabama, July 20-23, 2003
La evolución de las especies a lo largo de su historia ha
permitido la aparición de cualidades impresionantes a los seres vivos. En este
post me gustaría repasar los que creo son los 10 cambios más relevantes que han
ocurrido en la historia de la vida en la Tierra desde que aparecieron los
primeros seres vivos. Evidentemente estos pasos fueron todos muy graduales y es
difícil acotarlos en «un paso». La lista está ordenada por orden cronológico de
aparición partiendo de los primeros seres replicantes cuyas características
concretas sólo podemos especular actualmente:
1-La fidelidad en la copia del DNA
Una bacteria actual comete un
error en la copia del DNA cada 10E10 generaciones aproximadamente. Este
ratio entre mutaciones y fidelidad permite adaptaciones pero limitando
acumular grandes errores rápidamente que acabarían con la especie. La
principal artífice de esta maravilla evolutiva se llama DNA polimerasa que por
si sola es capaz de copiar fielmente varios miles de bases de DNA antes
de cometer un error. Las versiones más avanzadas y que aparecieron más tarde en
la evolución de los eucariotas tienen además mecanismos de revisión para
minimizar los errores cometidos. Su necesidad para la vida es tal que no
existen seres vivos que carezcan de este mecanismo. Sólo
algunos virus como el HIV que a cambio utilizan la perfecta maquinaria
celular.
2-El flagelo
Flagelo bacteriano
De esperar a que la comida llegue, a ir a p0r ella. Este uno
de los cambios principales cambios que supuso el flagelo. Aunque anteriormente
las bacterias desarrollaron pequeños filamentos (cilios) que permitían cierto
movimiento lo cierto es que estás estaban totalmente sometidas a las fuerzas
que gobiernan el movimiento browniano: Imaginad que estáis dentro de
una piscina llena de canicas que se propulsan a toda velocidad en todas
direcciones. El flagelo suponía además una mejora en la capacidad de
colonizar nuevos y lejanos ambientes o de escapar de circunstancias adversas.
Puedes ver un vídeo sobre
la evolución del flagelo aquí donde se postula su aparición a partir
de un organulo destinado a la sujeción.
2-El fotorreceptor
Y se hizo la luz. La capacidad de reconocer la luz suponía
inicialmente acceso a alimento (la síntesis de muchos compuestos orgánicos es
catalizada por la luz) y una guía para el movimiento (define arriba y abajo).
Sin embargo, este pequeño avance sembraría la semilla para dos futuros
mecanismos de gran relevancia: la fotosíntesis y la visión. Los fotorreceptores
se basan en pigmentos capaces de excitarse con la luz y de transmitir dicho
estado excitado a alguna proteína.
3-La fotosíntesis
¿Quién necesita comida cuando puedes fabricarla? Este es
quizás el salto evolutivo más impresionante: la capacidad de
producir compuestos orgánicos a partir de inorgánicos, mucho más abundantes.
Estas reacciones requieren de gran energía que los seres vivos obtienen del
calor, degradación de otros compuestos orgánicos/ inorgánicos o de la luz.
Podéis leer algo más sobre la fotosíntesis en
este otro post que escribí. La fotosíntesis no podría ser posible sin los
fotoreceptores que además probablemente coevolucionaron con la mejora del
flagelo. Ninguno de estos «castillos de naipes» habria aguantado sin la
fidelidad en la copia del DNA.
4-El ciclo de Krebs y la respiración oxidativa
La fotosíntesis trajo consigo una nueva época de
problemas u oportunidades según se mire. El principal deshecho de la
fotosíntesis es el oxígeno. Una molécula que ahora nos parece inocua pero que
cuando apareció era como vivir en un mar de arsénico. El oxígeno tiene
la capacidad de oxidar el DNA y las proteínas e interfería en muchas de las
reacciones necesarias para las bacterias de la época. La aparición del
oxígeno atmosférico probablemente fue un proceso rápido que acabo de un plumazo
con la mayoría de las especies. Algunas especies (entre ellas las productoras
de oxígeno) desarrollaron mecanismos para inactivar el oxígeno, entre estos
mecanismos encontramos la utilización de electrones y protones que reaccionan
con el oxígeno produciendo agua. Curiosamente se pueden obtener electrones como
productos de deshecho del metabolismo de compuestos orgánicos. La sofisticación
del metabolismo de los azucares en el denominado ciclo de Krebs junto a un
complejo sistema de transporte de electrones permitió aprovechar al máximo la
energía de los compuestos orgánicos.
5-La célula eucariota
La complejidad de la aparición de la vida es el único hecho
comparable a la aparición de la célula eucariota. Se ha especulado que los eucariotas
provienen de la simbiosis de varios tipos bacterianos, hipótesis que
cobra fuerza con los análisis genéticos. En cualquier caso la aparición de
células con núcleo definido y orgánulos es una gran caja negra. Uno de los
procesos evolutivos más interesantes que nos quedan por descifrar. El gran
avance de la célula eucariota puede describirse con algo tan simple como la compartimentalización. Cada
cosa en su rincón. Muchas de las reacciones químicas celulares requieren un
ambiente muy específico incompatible con otras reacciones.
6-La especialización celular
El hijo favorito. Una célula se divide en dos pero no deja
lo mismo en cada célula hija: una contiene más deshechos que otra, diferente
concentración de proteínas o le falta algún componente. Estos podrían haber
sido los antecedentes de la especialización celular. Ocurre actualmente en
bacterias, levaduras o algunas algas unicelulares y que en algunos casos viven
en colonias, donde
algunos individuos se especializan en ciertas funciones en función de
su localización dentro de la colonia. La especialización supone una mayor
eficiencia. De allí hasta células como las neuronas o los glóbulos blancos
quedaría aun un buen trecho.
7-La reproducción sexual
¡Qué sería de nosotros sin el sexo! Se ha sugerido que la
reproducción sexual permite una rápida adaptación de las especies al eliminar
rápidamente las mutaciones perniciosas y esparcir las beneficiosas. Su
aparición podría estar relacionada con virus y otros parasitos o bien como un
resultado colateral de la estrategia de duplicar el genoma para reducir los
efectos de las mutaciones. En cualquier caso, los seres vivos con reproducción
sexual se han diversificado y adquirido una complejidad que ningún ser asexual
puede superar.
8-El desarrollo embrionario
«Nada
de lo que te ocurra en la vida te marcará tanto como la gastrulación«. Las
instrucciones para formar un cuerpo de forma progresiva y ordenada supusieron
el salto entre un mundo de medusas y gusanos al actual. Instrucciones que se
encuentran agrupadas en bloques o paquetes genéticos que permiten gran
adaptabilidad. Un paso a destacar en el desarrollo embrionario es la gastrulación, que consiste
en la invaginación de una capa de células del embrión. Así, a primera vista no
parece tan importante pero su aparición supuso la especialización en 3D,
como ocurre en la mayoría de los animales como nosotros frente a la
especialización en 2D que ocurre en los gusanos.
Etapas del desarrollo embrionario humano
9-El sistema nervioso y el cerebro
Mucho antes de la aparición del sistema nervioso las células
se comunicaban solamente mediante contactos con su célula vecina y la emisión
de señales, como hormonas. En mi opinión el salto no está tanto en la formación
de una red para hacer llegar las señales más rápido sino en una centralización
de las señales, que a largo plazo supondría la aparición del cerebro.
El estudio de las redes neuronales ha avanzado considerablemente en los últimos
años gracias a los estudios en varios animales modelo, especialmente en el
gusano C. elegans, del
que conocemos la red que forman sus 302 neuronas.
10-La percepción del individuo
Hasta hace unos pocos años se creía que sólo los primates
superiores teníamos esta capacidad. Sin embargo varios estudios demuestran que
otros mamíferos como
el elefante o el delfín, e incluso aves como la urraca poseen dicha
habilidad. Se ha especulado que esta capacidad es la precursora de la aparición
de lo que llamamos el yo y del pensamiento racional. Si bien
este último merecería una escala entera por si mismo.
Anexo 13. La mecánica cuántica en procesos biológicos
Descubren unos mecanismos mecánico cuánticos
sorprendentes y fascinantes que se dan durante parte de la fotosíntesis. Parece
que un alga inventó la computación cuántica 2000 millones de años antes que los
humanos.
Alga Chroomonas. Fuente: NOAA.
Si alguien nos dice que durante la fotosíntesis se utiliza
la Mecánica Cuántica no nos debería extrañar lo más mínimo. Al fin y al cabo,
la célula fotoeléctrica del ascensor o las placas solares del tejado (si es que
se tienen) funcionan bajo los mismos principios. La explicación al efecto
fotoeléctrico tiene ya 105 años, fue dada por Albert Einstein y por ello
recibió el Nóbel de Física. Todo el mundo sabe, por tanto, que la Mecánica
Cuántica debe jugar un papel esencial en la fotosíntesis, pero los detalles del
proceso se desconocían.
Cuando uno estudia Mecánica Cuántica (MC) por primera vez se decepciona un
poco, pues su introducción suele ser fenomenológica. Uno espera ver gatos de
Schrödinger y en su lugar ve, como máximo, cuantos de energía y niveles en el
átomo de hidrógeno o en el pozo cuadrado. Es decir, a lo más que se suele
llegar es a la ecuación de Schrödinger.
Lo más fantástico y sorprendente viene normalmente después y para ello se
necesita un buen andamiaje matemático basado en los espacios de Hilbert. Es
entonces cuando se ven las bases de la MC, sus postulados, la preparación de
estados, la superposición de los mismos, el colapso de la función de ondas, la
paradoja EPR y, ¿cómo no?, el gato de Schrödinger.
Hacer experimentos para estudiar estos detalles de la MC es muy difícil,
normalmente todo se va al traste con la menor perturbación, por eso a veces hay
que enfriar el sistema a estudiar hasta temperaturas cercanas al cero absoluto,
momento en que cesa toda vibración. De ahí que sea tan difícil conseguir el
famoso computador cuántico. Tener una partícula en una superposición de un par
de estados es todo un logro. Pues bien, al parecer las plantas llevan haciendo
esto mismo desde hace miles de millones de años.
Un equipo de la Universidad de Toronto ha hecho una gran contribución al campo
de la Biología Cuántica al observar estados cuánticos muy especiales durante la
fotosíntesis de algas marinas. Otro equipo australiano ha llegado a resultados
similares.
Según Greg Scholes, líder del proyecto canadiense, sus experimentos muestran
que los sistemas biológicos tienen la capacidad de usar la MC para así
optimizar procesos esenciales como el de la fotosíntesis.
La fotosíntesis usa diferentes sistemas bioquímicos. En un primer paso están
las “antenas” o los complejos que captan la luz y la llevan a los centros de
reacción en donde se suceden otros procesos que finalmente dan lugar a energía
química utilizable por la planta. Cuando un fotón alcanza una de estas antenas
transfieren su energía a los electrones de la misma, pero esta energía se puede
perder si no es transferida rápidamente a otra molécula.
En el alga Chroomonas CCMP270, por ejemplo, estas antenas tienen 8 moléculas de
pigmentos tejidas en una estructura proteica más grande, y cada pigmento
absorbe luz de una diferente gama de frecuencias (color) del espectro
electromagnético. La ruta a lo largo de estas moléculas es importante porque
cuanto más largo sea el viaje más pérdidas de energía se pueden producir. Desde
un punto de vista clásico la energía debería viajar por un camino aleatorio por
ellas. Por tanto, los investigadores esperaban que la energía de un pulso láser
no se transfiriera desde la antena a los centros de reacción de manera
eficiente y parte se perdiera.
Este equipo de investigadores aisló estas antenas o complejos de captación de
luz de dos especies distintas de alga marina y estudió su funcionamiento a
temperatura ambiente (a 21 grados centígrados) gracias a la espectroscopía
electrónica bidimensional. Para ello se valieron de un láser de femtosegundo
con el que iluminaron esos complejos y así remedar el proceso natural de
absorción de luz.
El pulso de este tipo de láser es tan corto que se pueden vigilar más
fácilmente los procesos que se suceden después de la iluminación sin la
interferencia del haz que iluminó, aunque esos procesos sean muy rápidos. Entre
los fenómenos que se pueden observar está el movimiento de la energía por las
moléculas especiales que están unidas a una proteína.
Al excitar con el pulso láser se consigue que los electrones de las moléculas
de pigmentos salten a un estado excitado. Al volver a sus estados fundamentales
se emiten fotones con longitudes de onda ligeramente diferentes que se combinan
para formar un patrón de interferencia determinado. Estudiando este patrón los
científicos pudieron estudiar el estado de superposición que se creaba.
Los investigadores se vieron sorprendidos al observar claramente la
supervivencia a largo plazo (cuatro veces más prolongados de lo esperado) de
estados mecanico-cuánticos relacionados con ese movimiento de energía. Este
tiempo (400 femtosegundos o 4 × 10-13 s) es lo suficientemente
largo como para que la energía del fotón absorbida ensaye todos los posibles
caminos (¿recuerda esto a la integral de caminos de Feyman?) a lo largo de la
antena, permitiendo que viaje sin pérdidas. Durante un tiempo la energía de la
luz absorbida reside en varios lugares a la vez. Es decir que hay una
superposición coherente de estados cuánticos. En esencia la antena realiza una
computación cuántica para determinar la mejor manera de transferir la energía.
El descubrimiento va en contra de la idea supuesta que sostiene que la
coherencia cuántica sólo puede ocurrir a temperaturas muy bajas cerca del cero
absoluto, porque le calor ambiental la puede destruir. Se desconoce cómo se las
arregla este sistema fotosintético para realizar esta proeza, pero se especula
que quizás se deba a la propia estructura de la proteína.
Según Scholes, este resultado podría significar que las leyes de probabilidad
mecánico-cuánticas prevalecen sobre las leyes clásicas en los sistemas
biológicos complejos, incluso a temperatura normal. La energía puede entonces
fluir eficientemente bajo la perspectiva clásica de una manera contraintuitiva
y atravesar de manera simultánea varios caminos alternativos a través de las
proteínas. En otras palabras, los complejos de captación convierten la luz en
una onda que viaja desde la antena a los centros de reacción sin pérdida de
energía.
Scholes se plantea si los organismos desarrollaron esta estrategia
mecánico-cuántica de captación de energía solar como una ventaja adaptativa.
Según él es como si el alga “conociera” la Mecánica Cuántica 2000 millones de
años antes que los humanos. La pregunta que queda por resolver es obvia: ¿se
dan este tipo de fenómenos mecánico-cuánticos en otros procesos biológicos?
Paul Davies, director del BEYOND Center for Fundamental Concepts in Science con
sede en Arizona, cree que la Naturaleza ha tenido miles de millones de años
para evolucionar aprovechándose de las ventajas cuánticas, y que probablemente
las explota de manera eficiente cuando puede. Sospecha que el funcionamiento de
muchas estructuras biológicas nanométricas sólo se podrán entender
completamente con referencias a la coherencia, efecto túnel, entrelazamiento y
otros procesos cuánticos no triviales. El desafío será identificar dichos
procesos en el ambiente ruidoso de la célula.
Anexo 14. Tunelaje cuántico para conseguir la fusión
nuclear en el Sol
A 8 minutos y 19 segundos-luz se encuentra nuestro sol.
Cuando observamos a nuestra estrella aparecer en el horizonte entre brumas añil
y rojos suaves, hace ya 8 minutos y 19 segundos que el sol estuvo en esa
posición. Se encuentra nada menos que a 150 millones de Kilómetros de la
Tierra. Y menos mal porque se trata de un potente reactor químico.
Del sol sabemos que su diámetro es 109 veces el de la
Tierra, concretamente 1.400.000 Km; tres cuartas partes está compuesto de
hidrógeno, una cuarta parte es helio y menos del 2% está formado por oxígeno,
carbono, nitrógeno, silicio, neón, hierro y azufre. La temperatura en su
superficie es de 5.000 grados centígrados mientras que en su núcleo alcanza la
astronómica cifra (nunca mejor dicho) de 15 millones de grados centígrados.
Pero ¿qué reacción química consigue tan exuberantes resultados? La fusión nuclear.
La fusión nuclear en el sol consiste en la transformación de
dos átomos ligeros en un átomo más pesado. Esos átomos ligeros son el
combustible de la reacción y resultan ser isótopos del hidrógeno. El hidrógeno
es el más sencillo de los elementos químicos, tiene un protón en su núcleo y un
electrón girando alrededor. Sin embargo, en la naturaleza también se presentan
isótopos; de vez en cuando el protón del núcleo del átomo de hidrógeno aparece
acompañado de partículas neutras: los neutrones. Cuando un neutrón acompaña al
protón de hidrógeno en el núcleo tenemos un átomo de deuterio,2H ó D;
cuando se suman dos neutrones al protón de hidrógeno tenemos otro
isótopo, el tritio,3H.
Estos dos isótopos de hidrógeno son los átomos clave de la
reacción de fusión nuclear. Cuando un átomo de deuterio se encuentra con un
átomo de tritio y se fusionan en un superchoquedejan
tras de sí un nuevo átomo que contiene en su núcleo dos protones y dos
neutrones: un átomo de helio, He. Pero si han hecho las
cuentas de cabeza se habrán dado cuenta de que en este balance de materia nos
sobra un neutrón.
12H + 13H
→ 24He + 01n
Efectivamente, ese neutrón sobrante sale despedido después
del choque con la velocidad de la luz transformando su masa en energía según la
famosa ecuación de Einstein:
E = mc2
Donde E es energía, m es
la masa de la partícula y c es la velocidad de la luz. ¡Por
cada mol de hidrógeno que reacciona se liberan 180 GJ (gigajulios)!
Ahora bien, visto así no parece que esta reacción tenga
mucha complicación y poder controlarla nos liberaría de nuestra dependencia de
combustibles fósiles como las gasolinas o el gas natural y en eso se afanan los
científicos que investigan en la fusiónfría. ¿Pero por
qué “fría”? Volvamos al sol. Las condiciones en las que esta reacción tiene
lugar no se producen con facilidad. En primer lugar, el sol es una masa de
plasma. El plasma es un estado de la materia a muy altas temperaturas en el que
la masa de su superficie es menos densa y mucho más densa en su núcleo. Las
altas temperaturas a las que están sometidos los átomos en el plasma hacen que
pierdan sus electrones convirtiéndolo en una especie de gas ionizado.
Por lo tanto en esas condiciones tenemos una bola de núcleos
que se mueven y chocan entre sí y que cuanto más cerca están del núcleo de
plasma alcanzan más temperatura y más densidad. Es decir, se mueven más (tienen
más energía cinética) y están más cerca los unos de los otros a presiones
extremas. En el mayor punto de temperatura y densidad, los núcleos, alcanzan
una velocidad próxima a la de la luz. Sin embargo, aunque todo esto suena
favorable para un choque de fusión nuclear, existe también otra potente fuerza
que resulta desfavorable: la fuerza de repulsión entre los
protones, ya que éstos tienen cargas positivas y se repelen entre sí. A veces
estas fuerzas de repulsión pueden ser infinitas. La cuestión es resolver en qué
momento la energía cinética y la densidad son suficientes como para vencer esa
repulsión, para lo cual debemos recurrir a lo que se conoce en Física
como túnel cuántico o barrera de penetración.
Este efecto de la mecánica cuántica se aprovecha de la
dualidad onda-partícula de la materia a niveles subatómicos y predice que para
una partícula que esté confinada en una habitación de paredes infinitamente
altas, y que por lo tanto nunca las pueda superar con su función de onda
asociada, pueda sin embargo atravesar la pared como si de un fantasma se
tratara. La ecuación de Schrödinger puede hacer una predicción
sobre la probabilidad que tiene esa partícula de salir de su confinamiento
“atravesando” la pared gracias a que tenga una función de onda que varíe
suavemente dentro de la región cercana a la pared y recupere el aspecto de onda
oscilante cuando sale de ella. Esto es posible para partículas ligeras que
atraviesan barreras o “paredes” de pequeño grosor, tales como los isótopos de
hidrógeno venciendo la barrera energética de su propia repulsión.
Las intensas investigaciones en el campo de la fusión fría
están orientadas a conseguir esa reacción termonuclear a temperatura ambiente.
El combustible en forma de partículas ligeras como los isótopos de hidrógeno
son fáciles de conseguir y se convertiría en una fuente inagotable de energía.
La fusión nuclear en frío de forma controlada es, sin duda alguna, uno de los
mayores retos energéticos que se plantea la ciencia moderna. En realidad,
es: el retoestrella.
Anexo 15. ¿Es nuestra consciencia cuántica?
Confirmación de la Resonancia Cuántica en los Microtúbulos
del Cerebro
Las biomoléculas presentan un comportamiento mecánico
cuántico
Un equipo de investigación dirigido por Anirban
Bandyopadhyay -investigador preeminente en la ciencia de la biología cuántica-,
ha demostrado la existencia de vibraciones mecánicas cuánticas a alta
temperatura en las neuronas del cerebro. La investigación, llevada a cabo en el
Instituto Nacional de Ciencias de los Materiales de Tsukuba (Japón), descubrió
cómo la oscilación de alta frecuencia de los microtúbulos -medida en este caso
a un millón de ciclos por segundo (un megahercio - 1MHz de oscilación de los
momentos dipolares eléctricos de los electrones libres y de cambio
conformacional), provocan una interferencia de ondas que puede dar lugar a la
forma característica de las oscilaciones eléctricas del cerebro que se
correlacionan con la conciencia, concretamente un nuevo tipo de señal
electroencefalográfica (EEG) de 40 Hz / 4 Hz de gestalts anidados (oscilaciones
gamma y delta, respectivamente), denominadas "frecuencias de latido".
Las frecuencias gamma se han correlacionado con la
conciencia, aparentemente a través de la acción de la sincronización neuronal,
y la estructura de onda periódica de las "frecuencias de latido"
gamma-delta recuerdan mucho a las bandas de interferencia alternas de los cuantos
que se producen en los experimentos de doble rendija. Así, parece que se
vincula la sincronización cerebral de la conciencia con los comportamientos
mecánicos cuánticos subyacentes de los microtúbulos. Con estas vibraciones
cuánticas, los microtúbulos pueden entrelazarse en las redes neuronales a
través de canales de interconexión, llamados gap junctions (uniones en
hendidura), que unen físicamente a las neuronas. Esta es la teoría de la
conciencia desarrollada y defendida por el biólogo cuántico y anestesista jefe
de la Universidad de Arizona, Stuart Hameroff, y el profesor emérito de
matemáticas de la Universidad de Oxford, el físico Roger Penrose.
Los últimos descubrimientos apoyan firmemente su modelo de
que la mecánica cuántica dentro del cerebro engendra la conciencia, el que ha
recibido apasionadas críticas por parte de los académicos desde su creación en
la década de 1980, como es típico de cualquier paradigma revolucionario.
El papel del agua en el cerebro
Cabe destacar que Anirban Bandyopadhyay y su equipo de
investigación, han realizado experimentos que indican la importancia central
del agua en las operaciones de procesamiento de la información dentro del
cerebro y el cuerpo. En su artículo: el canal de agua atómico
que controla las propiedades notables de un solo microtúbulo cerebral, el
equipo de investigación informó sobre la experimentación con el agua altamente
ordenada dentro de la cavidad cilíndrica del lumen del microtúbulo.
Descubrieron que cuando se evacuaba el agua de la cámara central, el
microtúbulo dejaba de mostrar una fuerte correlación en el conjunto
macromolecular de las subunidades de tubulina.
Esto sugiere que el agua desempeña un papel central en la
coordinación del comportamiento de las múltiples subunidades del microtúbulo y
que, en efecto, lo hace funcionar como una sola molécula, un efecto altamente
cuántico. El agua, como han sugerido el físico Nassim Haramein y el equipo
de investigación de RSF, forma parte de la coherencia de largo alcance y de la
orquestación de los procesos de información celular correlacionados con la
conciencia [1].
[1] Véase la sección "El papel
del agua ordenada en la coherencia y la transmisión de información dentro del sistema
biológico" en Unified
Spacememory Network; Haramein et al., 2017.
Observaciones de la anestesia
Además, las investigaciones realizadas en la Universidad de
Pensilvania, dirigidas por Roderick G. Eckenhoff, sugieren que los compuestos
anestésicos actúan en parte interrumpiendo la función normal de los
microtúbulos, aparentemente dispersando los dipolos eléctricos necesarios para
la conciencia. Fueron los estudios anestesiológicos de Stuart Hameroff en los
años 70 los que le llevaron a sugerir un papel de los microtúbulos en la
generación de la conciencia, tras observar cambios en la dinámica de los
microtúbulos cuando se exponen a compuestos anestésicos. Si existe una molécula
que detenga la conciencia, entonces ver qué cambios específicos se producen en
el entorno celular cuando se expone a dicho compuesto, será una pista
importante para saber qué estructuras están implicadas en la generación de la
conciencia.
La revolucionaria idea de Hameroff era llevar los mecanismos
teóricos de la conciencia desde el nivel celular-sináptico hasta la escala
nanométrica de las grandes redes biomoleculares, donde podrían producirse
comportamientos mecánicos cuánticos (siguiendo la estela de Herbert Fröhlich,
que había propuesto que las biomoléculas poliméricas largas podían lograr ondas
de solución coherentes cuánticas mediante el bombeo de energía metabólica, lo
que daba lugar a un entrelazamiento no local -que más tarde se denominó
condensados de Fröhlich).
Un nuevo tipo de física
Una de las características clave de la teoría de Hameroff y
Penrose se denomina Reducción Objetiva Orquestada (Orch-OR), en la que se
teoriza que el vector de estado (la función de onda que describe una partícula)
de los electrones libres deslocalizados dentro de la tubulina, sufre una
reducción independiente del observador (un colapso objetivo frente al subjetivo
de la función de onda). A medida que el electrón muestra más y más
atributos no locales, lo que se conoce como superposición, la geometría del
espaciotiempo subyacente se bifurca, y el grado de separación entre las
"burbujas" del espaciotiempo -medido en longitudes de Planck- alcanza
una distancia crítica, momento en el que la geometría del espaciotiempo se
vuelve inestable y colapsa.
Este mecanismo se conoce como el criterio Diósi-Penrose de
colapso cuántico inducido por la gravedad. Cada una de estas bifurcaciones y
colapsos representa un cómputo cuántico indeterminable, y la coordinación de
una multitud de estos eventos a través del entrelazamiento cuántico (la parte
orquestada de OR) permite realizar cómputos cuánticos masivamente paralelos
dentro del cerebro. Como sugieren Hameroff y Penrose, esto es lo que produce la
conciencia. Dado que la reducción del vector de estado se debe enteramente a
este mecanismo estocástico, y por tanto es indeterminado, confiere a la
conciencia una característica de imprevisibilidad.
La ley de escalamiento de USN y Haramein
Al igual que el criterio Diósi-Penrose de colapso cuántico
inducido por la gravedad está mediado por una geometría cuántica del
espaciotiempo subyacente, Haramein et alii describen una geometría del
espaciotiempo subyacente en el artículo The Unified Spacemory Network.
A diferencia del mecanismo Diósi-Penrose, la geometría cuántica del
espaciotiempo de la red del espaciotiempo unificada no implica superposiciones,
sino un fuerte entrelazamiento a través de la red de microagujeros del
espaciotiempo Planckiano subyacente. Además de los microtúbulos, los autores
destacan la importancia de estructuras como el agua atómicamente ordenada y las
membranas del sistema celular.
Los microtúbulos son estructuras macromoleculares realmente
notables del sistema biológico, por lo que no es de extrañar que varios
investigadores se hayan interesado por ellos. En el artículo Scale
Unification, Haramein y Rauscher, junto con el biólogo Michael Hyson,
presentan sus descubrimientos sobre una ley de escala universal para la materia
organizada. Hay una serie de sistemas organizados de materia que obedecen
a la condición de Schwarzschild de un agujero negro, y cuando se trazan en un
gráfico de frecuencia frente al radio, surge una línea de tendencia, en la que
las estructuras desde el tamaño cosmológico hasta el subatómico muestran una
relación de escala definida. Lo sorprendente es que los microtúbulos se sitúan
en el centro de la línea de tendencia, ocupando la posición entre lo ultra
grande y lo ultra pequeño, el macrocosmos y el microcosmos.
"Resulta interesante que los microtúbulos de las
células eucariotas, que tienen una longitud típica de 2 X 10-8cm y
una frecuencia de vibración estimada de 109 a 1014 Hz
se sitúan bastante cerca de la línea especificada por la ley de escalamiento e
intermedia entre las escalas estelar y atómica" - Haramein et al, Scale
Unification, 2008
El colector fractal
Según este hallazgo, los microtúbulos pueden tener una
relación armónica con las estructuras polarizables del vacío cuántico (¡que
muestran que está en una relación Ф (phi)! Una relación de escala de tipo
fractal). John Wheeler describió por primera vez estas estructuras fluctuantes
del vacío como mini agujeros negros de Planck. Del mismo modo, Haramein muestra
cómo los osciladores del vacío pueden ser, de hecho, sistemas de agujeros
blancos/agujeros negros. Así, mientras que el criterio Diósi-Penrose utiliza
una geometría de "burbuja" bifurcada del espaciotiempo, la solución
de Haramein muestra cómo puede ser la acción de estructuras de espaciotiempo de
agujero blanco/agujero negro polarizadas, cuya oscilación funciona como
elemento computacional en analogía con el colapso inducido por la gravedad del
mecanismo Hameroff-Penrose.
"La universalidad de esta ley de escala sugiere un
vacío estructurado polarizable subyacente de mini agujeros blancos/agujeros
negros". - ibidem
Además, Haramein describe una estructura múltiple fractal
del espaciotiempo, lejos de la arquitectura del espaciotiempo liso y plano
previsto por el Modelo Estándar. Esto es muy pertinente para la naturaleza de
la conciencia, porque los sistemas fractales son producidos por / y subyacen a
la dinámica del caos.
Una de las características clave de los sistemas caóticos es
que pueden ser extremadamente sensibles incluso a pequeños cambios, debido a
las interacciones no lineales que resultan de las operaciones de
retroalimentación y la alta coherencia global dentro del sistema. Como tal, hay
una naturaleza indeterminada en los sistemas fractales/caóticos, como cuando se
intenta predecir el tiempo. De modo que, a diferencia del mecanismo de
reducción objetiva propuesto por Hameroff y Penrose, la dinámica caótica de las
fluctuaciones de la espuma del vacío cuántico podría ser la fuente de la
aparente imprevisibilidad y autovoluntad tan características de nuestra
conciencia (téngase en cuenta que en la semántica técnica, caos no significa
desorden, sino todo lo contrario, sólo implica ciertas características clave,
como un grado de imprevisibilidad).
¿Entre la espada y la pared? Encuentre el camino del
medio
A medida que se descubren más y más fenómenos mecánicos
cuánticos no locales dentro del sistema biológico, la teoría de Hameroff y
Penrose (así como la de otros investigadores que investigan esta nueva frontera
de la ciencia) va acumulando pruebas empíricas tangibles, de modo que los
modelos de conciencia cuántica están pasando de ser bellas construcciones
teóricas a convertirse en hechos demostrables. Lo notable del modelo de
conciencia de Hameroff, así como de Haramein, es que encuentran el punto medio
entre dos extremos: la perspectiva espiritual/metafísica por un lado, en la que
la conciencia es primaria y no puede ser explicada científicamente; y por otro
lado la perspectiva científica/materialista, en la que la conciencia es un
estado ilusorio epifenomenológico que emerge de la complejidad de las neuronas
y no juega ningún papel en la dinámica del Universo en general. En cambio, lo
que llamamos conciencia no sólo puede surgir de la dinámica de los eventos
físicos discretos del colector cuántico del espaciotiempo, sino que también
juega un papel intrínseco en el ordenamiento y la dinámica del Universo.
1914 Se propone la idea de
una quinta dimensión para explicar cómo funciona la gravedad junto con el
electromagnetismo.
1926 El físico sueco Oscar
Klein desarrolla ideas acerca de dimensiones adicionales inobservables.
1961 Se diseña una teoría
para unificar el electromagnetismo y la fuerza nuclear débil.
Después:
1975 Abraham Pais y Sam
Treiman acuñan el término «modelo estándar».
1995 Edward Witten, físico
estadounidense, desarrolla la teoría M, que incluye
11 dimensiones.
2012 El Gran Colisionador
de Hadrones detecta el bosón de Higgs
Leonard Susskind
Nacido en Nueva York (EE UU) en 1940, Leonard Susskind ocupa
la cátedra Felix Bloch de Física en la Universidad de Stanford en California.
Se doctoró en la Universidad Cornell (Nueva York) en 1965, y se unió a la de
Stanford en 1979.
En 1969 publicó la teoría por la cual es conocido: la teoría
de cuerdas. Su trabajo matemático demostró que la física de partículas podía
explicarse mediante cuerdas vibrantes al más pequeño nivel. En la década de
1970 desarrolló más esa idea, y en 2003 acuñó el término «paisaje de la teoría
de cuerdas». Esa radical noción pretendía destacar el gran número de universos
posibles que conformarían un increíble «megaverso» con, quizá, otros universos
con las condiciones necesarias para la vida. Susskind es hoy una figura muy
respetada en su ámbito.
Obras principales:
2005 El paisaje cósmico.
2008 La guerra de los
agujeros negros.
2013 El mínimo teórico.
Física de partículas
Los físicos de partículas usan la teoría llamada «modelo
estándar» para explicar el universo. Desarrollado en las décadas de 1960 y
1970, ese modelo describe las partículas y las fuerzas fundamentales de la
naturaleza que componen el universo y lo mantienen unido. Un problema del
modelo estándar es que no encaja con la teoría de la relatividad
general de Einstein, que relaciona la gravedad (una de las cuatro fuerzas)
y la estructura del espacio y el tiempo y los trata como una entidad
tetradimensional («espacio-tiempo»). El modelo estándar no encaja con la
curvatura del espacio-tiempo propugnada por la relatividad general.
La mecánica cuántica, en cambio, explica
cómo interactúan las partículas en los niveles más pequeños (a escala atómica),
pero no da cuenta de la gravedad. Se ha intentado en vano unir las dos teorías;
por ahora el modelo estándar solo puede explicar tres de las cuatro fuerzas
fundamentales.
Partículas y fuerzas
En física de partículas, los átomos están formados por un
núcleo de protones y neutrones, rodeado por electrones. El electrón y los
quarks que forman los protones y los neutrones se encuentran entre los 12
fermiones (partículas de materia): las partículas elementales o fundamentales
que son los componentes básicos conocidos más pequeños del universo. Los
fermiones se subdividen en quarks y leptones. Junto a esos fermiones, están los
bosones (partículas portadoras de fuerza) y las cuatro fuerzas de la
naturaleza: electromagnetismo, gravedad, fuerza fuerte y fuerza débil. Los
diferentes bosones son responsables de llevar las diferentes fuerzas entre los
fermiones.
El modelo estándar permite describir lo que se conoce
como campo de Higgs, un campo de energía que, según se cree,
impregna todo el universo. La interacción de las partículas en el campo de
Higgs les otorga su masa; y un bosón medible llamado bosón de Higgs es el
portador de fuerza para el campo de Higgs. Ahora bien, ninguno de los bosones
conocidos es el portador de a fuerza de gravedad; ello ha llevado a
postular una partícula hipotética, aún no detectada, llamada gravitón.
Teoría de cuerdas
En 1969, en un intento de explicar la fuerza nuclear fuerte,
que une protones y neutrones dentro del núcleo atómico, el estadounidense
Leonard Susskind desarrolló la idea de la teoría de cuerdas. El
estadounidense-japonés Yoichiro Nambu y el danés Holger Nielsen concibieron la
misma idea al mismo tiempo. Según la teoría de cuerdas, las partículas
(los componentes básicos del universo) no son como puntos, sino más bien
algo así como diminutos y unidimensionales hilos de energía vibrantes, o
cuerdas, que dan lugar a todas las fuerzas y la materia. Cuando las cuerdas chocan,
se combinan y vibran juntas brevemente antes de separarse de nuevo.
Los primeros modelos de la teoría de cuerdas fueron
problemáticos. Explicaban los bosones pero no los fermiones, y necesitaban que
ciertas partículas hipotéticas, llamadas taquiones, viajaran más deprisa que la
luz. También necesitaban muchas más dimensiones que las cuatro conocidas del
espacio y el tiempo.
Según la teoría de cuerdas, las partículas
elementales (como los electrones y los quarks, que forman los protones y neutrones)
son cuerdas o filamentos de energía. Cada cuerda vibra con una frecuencia
diferente, y esas vibraciones se corresponden con la velocidad, el espín y la
carga de las partículas.
Supersimetría
Para sortear algunos de esos primeros problemas se ideó el
principio de la supersimetría, que propone que el universo es simétrico y
proporciona a cada una de las partículas conocidas del modelo estándar una
compañera, o «supercompañera», no detectada; así, por ejemplo, cada fermión se
empareja con un bosón, y viceversa.
Según la supersimetría, todo bosón (partícula portadora de
fuerza) tiene como «supercompañero» masivo un fermión (partícula de materia), y
todo fermión tiene un bosón. La teoría de las supercuerdas describe las
partículas supercompañeras como cuerdas que vibran en octavas más altas. Según
algunos teóricos, las supercompañeras quizá tengan masas hasta mil veces
superiores a las de sus partículas correspondientes, pero aún no se han hallado
partículas supersimétricas.
Cuando el bosón de Higgs, predicho en 1964 por el británico
Peter Higgs, fue detectado en 2012 por el Gran Colisionador de Hadrones
del CERN, resultó ser más ligero de lo esperado. Los físicos de partículas
creían que sería más pesado debido a sus interacciones en el campo de Higgs con
las partículas del modelo estándar, a las que daba masa. Pero no era así. La
idea de las supercompañeras, unas partículas capaces de anular
potencialmente algunos de los efectos del campo de Higgs y producir un bosón de
Higgs más ligero, permitió a los científicos abordar ese problema. También les
permitió descubrir que puede que tres de las cuatro fuerzas de la naturaleza
(es decir, el electromagnetismo, la fuerza fuerte y la débil) existieran con
las mismas energías en el Big Bang, un paso crucial hacia la unificación
de esas fuerzas en una Gran Teoría Unificada.
Teoría de las supercuerdas
Juntas, la teoría de cuerdas y la supersimetría dieron lugar
a la teoría de las supercuerdas, en la que todos los fermiones y bosones y sus
partículas supercompañeras son resultado de cuerdas vibrantes de energía. En la
década de 1980, el estadounidense John Schwarz y el británico Michael Green
desarrollaron la idea de que las partículas elementales como electrones y
quarks son las manifestaciones exteriores de «cuerdas» vibrando en la escala de
la gravedad cuántica.
Así como las diferentes vibraciones de la cuerda de un
violín producen diferentes notas, propiedades como la masa son el resultado de
diferentes vibraciones del mismo tipo de cuerda. Un electrón es un segmento de
cuerda que vibra de cierta manera, mientras que un quark es un segmento
idéntico de cuerda que vibra de una manera diferente Schwarz y Green
observaron que la teoría de cuerdas predecía una partícula sin masa similar al
hipotético gravitón. La existencia de semejante partícula podría explicar por
qué la gravedad es tan débil en comparación con las otras tres fuerzas,
pues los gravitones entrarían y saldrían de la decena aproximada de
dimensiones requeridas por la teoría de cuerdas. Así, apareció por fin algo que
Einstein buscó mucho tiempo, una teoría capaz de describirlo todo en el
universo, una «teoría del todo».
Una teoría unificadora
Los físicos en busca de una teoría que lo englobe todo
encuentran problemas cuando se enfrentan a los agujeros negros, donde la teoría
de la relatividad general se une a la mecánica cuántica tratando de explicar lo
que pasa cuando una cantidad inmensa de materia se ve comprimida en un espacio
muy reducido. Según la relatividad general, cabría decir que el núcleo de un
agujero negro (su singularidad) tiene esencialmente un tamaño cero. Sin
embargo, según la mecánica cuántica, eso es imposible porque nada puede ser
infinitamente pequeño. De acuerdo con el principio de incertidumbre concebido
por el alemán Werner Heisenberg en 1927, no es posible llegar a niveles
infinitamente pequeños porque una partícula siempre puede existir en múltiples
estados. Teorías cuánticas fundamentales como la superposición y el
entrelazamiento también determinan que las partículas pueden estar en dos
estados a la vez. Tienen que producir un campo gravitatorio, lo cual sería
coherente con la relatividad general, pero no parece ser así según la teoría
cuántica.
Si la teoría de las supercuerdas pudiera resolver algunos de
esos problemas, se convertiría en la teoría unificadora que buscan los físicos.
Sería posible demostrarla haciendo colisionar partículas. Algunos científicos
creen que, a energías más elevadas, quizá se vean gravitones disolviéndose en
otras dimensiones, lo cual supondría una prueba fundamental en favor de la
teoría.
Desenredar la idea
Las paredes del observatorio de neutrinos Super-Kamiokande
están cubiertas de fotomultiplicadores para detectar la luz emitida por los
neutrinos que interactúen con el agua del tanque.
Algunos científicos, como el estadounidense Sheldon Glashow,
creen que la investigación en teoría de cuerdas es inútil porque nadie podrá
demostrar nunca si las cuerdas que describe existen. Tratan de energías tan
elevadas (más allá de la medida llamada energía de Planck) que nos resulta
imposible detectarlas, y puede que siga resultando imposible en el futuro
inmediato. Nuestra incapacidad de diseñar un experimento que ponga a prueba la
teoría de cuerdas llevó a algunos científicos como Glashow a preguntarse
si es en realidad una teoría científica. Hay quienes disienten y señalan que
hay en marcha experimentos que intentan encontrar algunos de esos efectos y
proporcionar una respuesta. El experimento Super-Kamiokande, en Japón, por
ejemplo, podría demostrar aspectos de la teoría de cuerdas estudiando la
desintegración del protón (la teorizada desintegración de un protón a lo largo
de escalas temporales extremadamente largas), un fenómeno predicho por la
supersimetría.
La teoría de las supercuerdas puede explicar gran parte del
universo desconocido –por ejemplo, por qué el bosón de Higgs es tan ligero
y por qué la gravedad es tan débil–, y quizá pueda explicar la
naturaleza de la energía oscura y la materia oscura. Algunos científicos creen
incluso que la teoría de cuerdas podría proporcionar información sobre el
destino del universo, y si seguirá o no expandiéndose de modo indefinido.
Anexo 17. Agujeros negros primordiales, MACHOs y
WIMMP´s
Los agujeros negros primordiales podrían explicar la materia
oscura, el crecimiento de las galaxias y mucho más
Un día, hace poco más de cinco años, Ely Kovetz almorzaba
con sus colegas de la Universidad Johns Hopkins de Baltimore y discutía un
rumor tentador. Al igual que muchos en la comunidad de físicos, Kovetz había
escuchado el rumor sobre una posible señal de un observatorio de física
estadounidense recientemente puesto en operación. El observatorio estaba
diseñado para captar perturbaciones en el tejido del espacio-tiempo,
ondulaciones creadas, entre otras cosas, por agujeros negros que chocan entre
sí. Lo más intrigante es que la señal parecía haber sido creada por objetos
masivos, mucho más pesados de lo que se esperaba. Eso apuntaba a algunas
posibilidades sorprendentes.
“Lo primero que pensó todo el mundo fue ‘¿Qué? Esto no puede
ser. Esto es imposible’”, recuerda Kovetz, físico de la Universidad Ben-Gurión
de Israel y profesor visitante en Johns Hopkins. Pero entonces empezó a surgir
una sospecha más emocionante. Tal vez, pensaron, esto podría ser una señal de
agujeros negros primordiales.
¡Agujeros negros desde el inicio de los tiempos! Parece el
título de una película de ciencia ficción de bajo presupuesto, pero fracciones
de segundo después de que naciera nuestro universo, un enjambre de voraces
agujeros negros podría haberse formado espontáneamente a partir de la ardiente
energía que impregnaba el cosmos. Apoyados por las matemáticas y la teoría,
pero nunca observados definitivamente, estos agujeros negros primordiales son
una posibilidad que ha fascinado a los físicos durante casi medio siglo,
ganando o perdiendo popularidad a medida que nuevas observaciones parecían
apoyar o excluir su existencia.
Las desconcertantes señales de 2015 del Observatorio de
Ondas Gravitatorias por Interferometría Láser estadounidense (LIGO, por sus
siglas en inglés), y otras docenas de detecciones realizadas por el
observatorio y su homólogo europeo, Virgo, han alimentado un renovado interés
por la idea, con cientos de artículos publicados sobre ellos en tan solo los
últimos cinco años.
Los agujeros negros primordiales, de existir, serían
entidades masivas que no emiten luz, por lo que serían invisibles. Dado que
estarían dispersos por todo el universo, podrían ayudar a dar sentido a una
amplia variedad de observaciones extrañas que hasta ahora han desafiado la
explicación. Una de las principales razones por las que los investigadores se
sienten atraídos por estos extraños agujeros negros es que podrían resolver uno
de los mayores y más enigmáticos misterios de la astrofísica: la identidad de
la materia oscura.
Aunque no puedan detectarla, los físicos saben que la
materia oscura existe porque sus efectos gravitatorios se ven por todo el
cosmos. Pero nadie sabe de qué está hecha. Los agujeros negros masivos
primordiales podrían ser la respuesta que se busca desde hace tiempo. Estos
grandes y pesados objetos podrían haber servido también como anclas alrededor
de las cuales se unieron las primeras galaxias, otro enigma que se ha resistido
durante mucho tiempo a la explicación.
Aunque sigue habiendo escepticismo, los verdaderos creyentes
esperan con impaciencia los nuevos proyectos de telescopios y estudios del
cielo que podrían llevar finalmente a estas bestias cautivadoras de la esfera
de la especulación al reino de la realidad.
Varias galaxias chocan entre sí en el famoso Cúmulo de la
Bala, dejando cúmulos de gas caliente (mostrados en rosa) y una cantidad aún
mayor de materia oscura (mostrada en azul). Algunos físicos creen que los
agujeros negros primordiales podrían constituir una fracción significativa de
la materia oscura del universo.
CRÉDITO: NASA HST / CXC / MAGELLAN
De MACHOs y WIMPs
Los agujeros negros ordinarios surgen de la muerte. Cuando
una gran estrella llega al final de su vida, explota en una espectacular
supernova. El pesado núcleo de la estrella, que puede pesar al menos varias
veces la masa del Sol, se colapsa hasta formar un objeto compacto tan denso que
ni siquiera la luz puede escapar a su atracción gravitatoria. Ha nacido un
agujero negro.
En los años setenta, el brillante físico Stephen Hawking y
su estudiante de doctorado Bernard Carr propusieron
otra posible vía de creación para los agujeros negros. Se sabía que,
poco después del big bang, el universo estaba lleno de una espesa
sopa de radiación y partículas fundamentales como los quarks y los gluones, los
componentes básicos de los protones y los neutrones. Las variaciones naturales
de densidad en la sopa habrían dejado algunas regiones con más material y otras
con menos. Las ecuaciones de Hawking y Carr demostraron que las zonas con
suficiente radiación y partículas empaquetadas en ellas podrían haber colapsado
sobre sí mismas y formado agujeros negros con una amplia gama de tamaños posibles.
Esta idea se archivó, pero se desempolvó en los años
noventa, cuando el debate sobre lo que podría constituir la materia oscura
empezó a calentarse. La enigmática sustancia se ha visto tirando
gravitatoriamente de las estrellas y galaxias y haciéndolas girar mucho más
rápido de lo esperado. Las observaciones sugieren que esta materia oscura
invisible es tan omnipresente que supera en más de cinco a uno a la materia que
podemos ver en el cosmos.
Un bando se inclinó por la explicación de que la materia
oscura estaba formada por objetos compactos, incluidos los agujeros negros —con
una gran cantidad de agujeros negros primordiales desde el principio de los
tiempos para ayudar a explicar la extensa cantidad de materia oscura— a los que
se les dio el acrónimo de Objetos Compactos de Halo Astrofísico Masivo (MACHO,
por sus siglas en inglés). Los científicos rivales preferían la perspectiva
conocida como Partículas Masivas Débilmente Interactivas (WIMP, por sus siglas
en inglés), partículas subatómicas hasta ahora no detectadas que podrían
ejercer una atracción gravitatoria permaneciendo invisibles.
La gravedad de una galaxia roja masiva amplía y distorsiona
la luz de una galaxia lejana y antigua situada detrás de ella, formando un
objeto azul en forma de anillo conocido como la Herradura Cósmica. Estas
alineaciones fortuitas crean un efecto de lente que podría permitir a los
astrónomos detectar pruebas de agujeros negros primordiales a la deriva en el
espacio.
CRÉDITO: ESA / HUBBLE Y NASA
Según las leyes de la física, los MACHOs deformarían el
espacio-tiempo a su alrededor, formando regiones parecidas a lentes que
crearían distorsiones observables. Cuando la luz de las estrellas lejanas
atraviesa estos lentes, los telescopios terrestres deberían ver cómo las estrellas
se iluminan brevemente. Sin embargo, cuando los astrónomos buscaron esos
destellos, encontraron pocos casos que pudieran atribuirse a los MACHOs, lo que
llevó a la mayoría de los físicos a centrarse en la idea de que la materia
oscura está formada por las WIMPs.
Pero algunos investigadores nunca perdieron del todo la
esperanza de que los agujeros negros tuvieran algún papel en la materia oscura.
Entre ellos se encuentra Carr, ahora en la Universidad Queen Mary de Londres,
en el Reino Unido, coautor de un reciente artículo sobre los agujeros negros
primordiales en la revista Annual
Review of Nuclear and Particle Science. “Los agujeros negros
primordiales son los candidatos ideales”, afirma. “Sí sabemos que los agujeros
negros existen. No estamos invocando alguna partícula de la que actualmente no
tenemos pruebas”.
Ruidos misteriosos en la noche
Durante las décadas transcurridas, la búsqueda de las WIMPs
hasta ahora no ha dado resultados, aunque no por falta de intentos. Enormes
detectores dedicados a descubrir su existencia no han visto nada. Y el potente
acelerador de partículas Gran Colisionador de Hadrones, cerca de Ginebra, no ha
encontrado ningún indicio de nuevas entidades subatómicas inesperadas. En
consecuencia, algunos investigadores ya se habían alejado de la idea de las
WIMPs cuando se detectaron las nuevas señales de LIGO, lo que desató los
rumores y volvió a centrar la atención en los agujeros negros MACHOs.
Se confirmó que las señales detectadas por LIGO en 2015 eran
chirridos procedentes de una enorme colisión entre dos agujeros negros, cada
uno de los cuales pesaba unas 30 masas solares. Los objetos eran extrañamente
voluminosos —tan grandes que si se hubieran creado por el colapso de estrellas,
estas habrían tenido masas de hasta 100 veces la de nuestro Sol—. Estas bestias
deberían ser bastante raras en el universo, dice Kovetz, por lo que, o
bien LIGO tuvo suerte con su primera detección y detectó un evento muy inusual,
o bien hay más agujeros negros gigantes de los que los físicos esperarían si el
colapso de estrellas fuera su único origen. Tras el anuncio del hallazgo al año
siguiente, tres equipos diferentes propusieron que estos objetos no habían
nacido de las estrellas, sino en los albores del tiempo, antes de que estas
existieran.
“Cuando escribí este artículo... esperaba que alguien diera
alguna razón por la que definitivamente no podía ser cierto”, dice Simeon Bird,
cosmólogo de la Universidad de California en Riverside, cuyo artículo, escrito
en coautoría con Kovetz y otros, fue el primero en salir a la luz. En cambio,
LIGO siguió captando señales adicionales de otros agujeros negros en este rango
de masas inmensas, lo que desencadenó una excitante actividad entre los físicos
teóricos que aún no ha disminuido.
Si los agujeros negros primordiales existen, algunos
investigadores piensan que podrían agruparse en conjuntos con unas pocas
entidades pesadas rodeadas de muchas más ligeras, como se ilustra aquí. Los
nuevos telescopios están a la caza de las señales de tales conjuntos de
agujeros negros putativos.
CRÉDITO: INGRID BOURGAULT / WIKIMEDIA COMMONS
Las nuevas señales llegan en un momento en el que nuestra
comprensión de las condiciones abrasadoras inmediatamente después del big
bang —cuando se habrían formado los agujeros negros primordiales— ha
mejorado enormemente gracias a los nuevos modelos teóricos. Un estudio reciente
de Carr y otros sugiere que, aproximadamente una millonésima de segundo después
del big bang, la expansión del espacio-tiempo habría provocado un
descenso de la temperatura y la presión que podría haberse alineado de forma
adecuada para producir agujeros negros relativamente pequeños con masas
similares a la del Sol. Poco después, las condiciones cambiaron para favorecer
la aparición de agujeros negros de gran tamaño, con unas 30 masas
solares.
Los modelos también sugieren que, a lo largo de la historia
cósmica, estos diversos agujeros negros primordiales podrían haberse encontrado
entre sí. Atraídos por la gravedad, los agujeros negros podrían haber formado
cúmulos, con múltiples objetos más pequeños girando alrededor de un agujero
negro gigante central, de forma parecida a como los electrones suelen orbitar
alrededor de un núcleo atómico.
Esto podría explicar por qué los cazadores de MACHOs de los
años noventa nunca vieron suficientes objetos para dar cuenta de la materia
oscura: solo buscaban lentes gravitacionales creados por los tipos de agujeros
negros más pequeños. Los lentes de los objetos más pequeños serían más
compactos y, al flotar por la galaxia, tardarían menos de un año en pasar por
delante de las estrellas, lo que haría que su luz se iluminara y luego se
atenuara con relativa rapidez. Si los agujeros negros se encontraran en
cúmulos, la deformación gravitatoria del espacio-tiempo, mucho mayor, tardaría
más tiempo en pasar por delante de una estrella lejana —varios años o incluso
décadas —.
Búsqueda de galaxias
Alrededor de 15 segundos después del big bang,
podría haber surgido otro tipo de agujero negro. Según los cálculos actuales,
estos agujeros negros pesarían un millón de veces la masa del Sol, lo
suficientemente grandes como para explicar potencialmente el origen
de las galaxias.
Los telescopios han detectado galaxias
bastante desarrolladas a grandes distancias, lo que significa que se
formaron bastante pronto en la historia cósmica. Resulta desconcertante, ya que
las galaxias son estructuras enormes y, al menos en las simulaciones
computacionales, tardan mucho tiempo en formarse a partir de los lentos y
pesados remolinos de gas y polvo que se encuentran en todo el cosmos. Pero esta
es la mejor explicación de su formación que los astrónomos han encontrado hasta
ahora.
Los agujeros negros primordiales pueden proporcionar una
ruta más fácil. Dado que casi todas las galaxias contienen un enorme agujero
negro en el centro, parece posible que estos goliats gravitacionales
actuaran como puntos de partida, ayudando a atraer material hacia las primeras
protogalaxias en una etapa bastante temprana de la historia cósmica. A medida
que el universo avanzaba, estas pequeñas galaxias se habrían atraído
gravitatoriamente unas a otras, para luego chocar y fusionarse en las galaxias
mucho más grandes que se ven hoy en día.
Carr y sus colegas han empezado a considerar la posibilidad
de que los agujeros negros primordiales estén mucho más extendidos de lo que se
sospecha. En teoría, las condiciones que se dieron poco después del big
bang podrían haber producido agujeros negros aún más pequeños, a
escala planetaria, con masas aproximadamente 10 veces superiores a la de la
Tierra. De hecho, los estudios han detectado diminutos lentes gravitacionales
flotando por toda la galaxia, que pasan por delante de las estrellas y hacen
que su luz parpadee rápidamente. La mayoría de los astrofísicos han atribuido estos
lentes a grandes planetas errantes que fueron expulsados de sus sistemas
estelares. Pero no todos están de acuerdo.
Entre ellos se encuentra el físico teórico Juan
García-Bellido, de la Universidad Autónoma de Madrid, que afirma que los lentes
están causados por agujeros negros primordiales. García-Bellido, coautor del
reciente artículo de Carr, sigue entusiasmado con la idea de los agujeros
negros primordiales.
El nuevo observatorio Vera C. Rubin, que se ve en
construcción en Chile y que comenzará a funcionar a finales de 2023, se
utilizará para escanear el cielo nocturno en busca de pruebas de agujeros
negros primordiales.
CRÉDITO: RUBIN OBS / NSF /AURA
Pero otros no están seguros de que los agujeros negros sean
tan frecuentes como deberían serlo para explicar la materia oscura. “Creo que
es poco probable”, afirma la cosmóloga Anne Green, de la Universidad de
Nottingham, en el Reino Unido. Uno de los problemas de la teoría es que la
existencia de un gran número de agujeros negros de masa multisolar en todo el
cosmos tendría todo tipo de efectos visibles que nunca se han visto. Como estos
objetos consumen gas y polvo, deberían emitir grandes cantidades de ondas de
radio y rayos X que podrían delatar su presencia, añade.
En cuanto a la materia oscura, los modelos teóricos del
universo primitivo también requieren muchos ajustes para que arrojen el número
correcto de agujeros negros que coincidan con la cantidad de materia oscura que
sabemos que existe. “Resulta bastante difícil elaborar modelos que produzcan la
cantidad correcta de agujeros negros”, afirma Green.
Incluso algunos de los mayores fanáticos de los agujeros
negros primordiales ya no son tan optimistas sobre la posibilidad de que los
tipos de agujeros negros detectados por LIGO puedan dar cuenta de toda la
materia oscura del universo. Si muchos de esos agujeros negros estuvieran al
acecho en el espacio, los astrónomos ya habrían visto más de sus efectos, dice
Kovetz. Él sigue pensando que pueden contribuir algo y, en general, que incluir
más tamaños de agujeros negros primordiales más allá de lo que LIGO ha
detectado podría sumar lo suficiente para explicar la materia oscura. Y, sin
embargo, “personalmente, he perdido parte de mi motivación”.
La buena noticia es que los nuevos instrumentos podrían
ayudar a los físicos a llegar al fondo de la cuestión muy pronto. LIGO y Virgo
están siendo actualizados y ahora se les ha unido un detector de ondas gravitacionales
japonés llamado KAGRA. En los próximos años también se pondrá en marcha un
instrumento indio.
Las observaciones de estas instalaciones podrían finalmente
inclinar la balanza hacia un lado u otro. Si los observatorios detectan un
pequeño agujero negro de una masa solar o menos —algo imposible de crear a
partir de la evolución estelar—, proporcionaría una prueba emocionante y
definitiva de al menos un tipo de agujero negro primordial, lo que los
convertiría en una explicación mucho más atractiva para la materia oscura y la
formación de galaxias.
Además de buscar agujeros negros muy pequeños, los
científicos también podrían sellar el acuerdo encontrando agujeros negros que
se formaron incluso antes de que existieran las estrellas. Esto puede estar más
allá de la capacidad de los observatorios existentes, pero la Agencia Espacial
Europea está planeando lanzar en la próxima década una nueva sonda espacial
altamente sensible llamada Antena Espacial de Interferometría Láser (LISA, por
sus siglas en inglés), que podría estar a la altura.
García-Bellido y otros están planeando utilizar otro nuevo
instrumento que está previsto que comience a funcionar en 2023, el Observatorio
Vera C. Rubin de Chile, para buscar estrellas que brillen en escalas de tiempo
de varios años, lo que podría ser una prueba de la existencia de cúmulos de
agujeros negros a la deriva en los cielos. Al menos unos pocos investigadores
esperan que, dentro de tres o cuatro años, puedan tener por fin una respuesta
real y definitiva sobre si los agujeros negros primordiales existen o no.
Hasta entonces, los científicos estarán al borde de sus
asientos, tratando de mantener la mente abierta sobre la materia oscura. Quizás
la misteriosa sustancia resulte estar hecha de muchas cosas, incluyendo tanto partículas
exóticas como agujeros negros. “El universo es desordenado y tiene un montón de
cosas”, dice Bird. “Creo que al universo le gusta ponerle las cosas difíciles a
los físicos”.
La dualidad representa un gran avance en nuestra comprensión
de la teoría de cuerdas y la gravedad cuántica. Esto se debe a que
proporciona una formulación no
perturbativa de la teoría de cuerdas con ciertas condiciones de
frontera y porque es la realización más exitosa del principio holográfico, una idea en gravedad cuántica
propuesta originalmente por Gerard
't Hooft y promovida por Leonard
Susskind.
El espacio anti-de Sitter (AdS) corresponde a una solución a
las ecuaciones de Einstein con constante cosmológica negativa, y es una teoría
clásica de la gravedad; mientras que la teoría conforme de campos
(CFT:Conformal Field Theory) es una teoría cuántica. Esta correspondencia entre
una teoría clásica de la gravedad y una cuántica, puede ser el camino hacia la
gravedad cuántica.
La correspondencia AdS/CFT fue propuesta originalmente por
el físico argentino Juan Maldacena a finales de 1997, y algunas de sus
propiedades técnicas pronto fueron clarificadas en un artículo de Edward
Witten y otro artículo de Gubser, Klebanov y Polyakov.
Para 2015, el artículo de Maldacena tenía más de 10.000 citas, convirtiéndose
en el artículo más citado en el campo de la física de partículas.
Resumen de la correspondencia
Un teselado del plano hiperbólico por triángulos y
cuadrados.
La geometría del espacio anti-de Sitter
En la correspondencia de AdS/CFT, se considera la teoría de
cuerdas o la teoría M sobre un fondo anti-de Sitter. Esto significa que la
geometría del espacio-tiempo se describe en términos de una cierta solución al
vacío de la ecuación de Einstein llamada anti-de Sitter.
En términos muy elementales, el espacio anti-de Sitter es un
modelo matemático del espacio-tiempo en el que la noción de distancia entre
puntos (la métrica) es diferente de la noción de distancia en la geometría
euclidiana ordinaria. Está estrechamente relacionado con el espacio
hiperbólico, que puede ser visto como un disco como se ilustra a la
derecha. Esta imagen muestra una teselación de
un disco por triángulos y cuadrados. Uno puede definir la distancia entre los
puntos de este disco de tal manera que todos los triángulos y cuadrados son del
mismo tamaño y el límite exterior circular está infinitamente lejos de
cualquier punto en el interior.
Ahora imagine una pila de discos hiperbólicos donde cada
disco representa el estado del universo en un momento dado. El objeto
geométrico resultante es el espacio tridimensional anti-de Sitter. Parece un
cilindro sólido en el que cualquier sección transversal es una copia del disco
hiperbólico. El tiempo corre a lo largo de la dirección vertical en esta
imagen. La superficie de este cilindro juega un papel importante en la
correspondencia AdS/CFT. Al igual que con el plano hiperbólico, el espacio
anti-de Sitter está curvado de tal manera que cualquier punto en el interior
está realmente infinitamente lejos de esta superficie límite.
El espacio tridimensional anti-de Sitter es como una pila de
discos hiperbólicos, cada uno representando el estado del universo en un
momento dado. El espacio-tiempo resultante se parece a un cilindro sólido.
Esta construcción describe un universo hipotético con sólo
dos dimensiones espaciales y una dimensión temporal, pero puede generalizarse a
cualquier número de dimensiones. De hecho, el espacio hiperbólico puede tener
más de dos dimensiones y uno puede "apilar" copias del espacio
hiperbólico para obtener modelos de dimensiones superiores del espacio anti-de
Sitter.
La idea de AdS/CFT
Una característica importante del espacio anti-de Sitter es
su límite (que se parece a un cilindro en el caso del espacio tridimensional
anti-de Sitter). Una propiedad de este límite es que, localmente alrededor de
cualquier punto, se parece al espacio de Minkowski, el modelo del
espacio-tiempo usado en la física no-profesional.
Por lo tanto, se puede considerar una teoría auxiliar en la
que el "espacio-tiempo" está dado por el límite del espacio anti-de
Sitter. Esta observación es el punto de partida para la correspondencia
AdS/CFT, que establece que el límite del espacio anti-de Sitter puede
considerarse como el "espacio-tiempo" para una teoría de campo
conforme. La afirmación es que esta teoría del campo conformal es equivalente a
la teoría gravitatoria en el espacio anti-de Sitter a granel en el sentido de
que hay un "diccionario" para traducir cálculos en una teoría en
cálculos en la otra. Cada entidad en una teoría tiene una contrapartida en la
otra teoría. Por ejemplo, una sola partícula en la teoría gravitacional podría
corresponder a alguna recopilación de partículas en la teoría de límites.
Además, las predicciones en las dos teorías son cuantitativamente idénticas, de
modo que si dos partículas tienen un 40 por ciento de probabilidad de
colisionar en la teoría gravitatoria, entonces las colecciones correspondientes
en la teoría límite también tendrían un 40 por ciento de probabilidad de
colisionar.
Un holograma es una imagen bidimensional que almacena
información sobre las tres dimensiones del objeto que representa. Las dos
imágenes aquí son fotografías de un solo holograma tomado de ángulos
diferentes.
Observe que el límite del espacio anti-de Sitter tiene menos
dimensiones que el propio espacio anti-de Sitter. Por ejemplo, en el ejemplo
tridimensional ilustrado anteriormente, el límite es una superficie
bidimensional. La correspondencia AdS/CFT se describe a menudo como una
"dualidad holográfica", porque esta relación entre las dos teorías es
similar a la relación entre un objeto tridimensional y su imagen como un
holograma. Aunque un holograma es bidimensional, codifica información
sobre las tres dimensiones del objeto que representa. De la misma manera, las
teorías que están relacionadas por la correspondencia AdS/CFT se conjetura que
son exactamente equivalentes, a pesar de vivir en diferentes números de
dimensiones. La teoría del campo conformal es como un holograma que captura
información acerca de la teoría de la gravedad cuántica de mayor dimensión.
Ejemplos de la correspondencia
Siguiendo la comprensión de Maldacena en 1997, los teóricos
han descubierto muchas realizaciones diferentes de la correspondencia de
AdS/CFT. Éstas relacionan varias teorías conformales del campo a las
compactifications de la teoría de la cuerda y de la teoría M en varios números
de dimensiones. Las teorías involucradas, en general no son modelos viables del
mundo real, pero tienen ciertas características, como su contenido de
partículas o alto grado de simetría, que las hace útiles para resolver problemas
en la teoría cuántica de campos y la gravedad cuántica.
El ejemplo más famoso de la correspondencia de AdS/CFT
indica que la teoría de cuerdas de tipo IIB en
el espacio de producto���5�5 es
equivalente a la teoría supersimétrica N = 4 de
Yang-Mills en el límite cuatro-dimensional. En este ejemplo, el
espacio-tiempo en el que vive la teoría gravitatoria es efectivamente de cinco
dimensiones���5), y
hay cinco dimensiones compactas adicionales�5. En el mundo real, el espacio-tiempo
es de cuatro dimensiones, al menos macroscópicamente, por lo que esta versión
de la correspondencia no proporciona un modelo realista de la gravedad. Del
mismo modo, la teoría dual no es un modelo viable de ningún sistema del mundo
real, ya que asume una gran cantidad de supersimetría.
Sin embargo, como se explica más adelante, esta teoría de límites comparte
algunas características en común con la cromodinámica cuántica, la teoría
fundamental de la fuerza fuerte. Describe partículas
similares a los gluones de
la cromodinámica cuántica junto con
ciertos fermiones.
Como resultado, ha encontrado aplicaciones en física
nuclear, particularmente en el estudio del plasma de quark-gluón.
Otra realización de la correspondencia indica que la teoría
M ���7�4 es
equivalente a la llamada (2,0) Teoría en seis dimensiones. En este
ejemplo, el espacio-tiempo de la teoría gravitatoria es efectivamente de siete
dimensiones. La existencia de la teoría (2,0) que aparece en un lado de la
dualidad se predice por la clasificación de teorías de campo superconformes.
Todavía es poco entendida porque es una teoría mecánica cuántica sin un límite
clásico. A pesar de la dificultad inherente en el estudio de esta
teoría, se considera que es un objeto interesante por una variedad de razones,
tanto físicas como matemáticas.
Otra realización de la correspondencia afirma que la teoría
M ���4�7 es
equivalente a la teoría del campo superconformal
ABJM en tres dimensiones. Aquí la teoría gravitatoria tiene
cuatro dimensiones no compacto, por lo que esta versión de la correspondencia
proporciona una descripción algo más realista de la gravedad.
El descubrimiento de la correspondencia de AdS/CFT a finales
de 1997 fue la culminación de una larga historia de esfuerzos para relacionar
la teoría de cuerdas con la física nuclear. De hecho, la teoría de cuerdas
se desarrolló originalmente a finales de los años sesenta y principios de los
setenta como una teoría de hadrones, las partículas subatómicas como el protón
y el neutrón que se mantienen unidos por la fuerza nuclear fuerte. La idea era que
cada una de estas partículas pudiera verse como un modo de oscilación diferente
de una cadena. A finales de los años sesenta, los experimentalistas habían
encontrado que los hadrones caían en las familias llamadas trayectorias de
Regge con energía cuadrada proporcional al momento angular, y los teóricos
demostraron que esta relación surge naturalmente de la física de una cuerda
relativista giratoria.
Por otro lado, los intentos de modelar hadrones como cuerdas
se enfrentaban a serios problemas. Un problema es que la teoría de cuerdas
incluye una partícula spin-2 sin masa, mientras que ninguna partícula aparece
en la física de los hadrones. Tal partícula mediaría una fuerza con las
propiedades de la gravedad. En 1974, Joel Scherk y John Schwarz sugirieron que
la teoría de cuerdas no era, por lo tanto, una teoría de la física nuclear,
como muchos teóricos habían pensado, sino una teoría de la gravedad
cuántica. Al mismo tiempo, notaron que los hadrones se hacen realmente de
los quarks, y el acercamiento de la teoría de la secuencia fue abandonado a
favor de la cromodinámica cuántica.
En la cromodinámica cuántica, los quarks tienen una especie
de carga que viene en tres variedades llamadas colores. En un trabajo de
1974, Gerard 't Hooft estudió la relación entre la
teoría de cuerdas y la física nuclear desde otro punto de vista al considerar
teorías similares a la cromodinámica cuántica, donde el número de colores es un
número arbitrario�, en lugar de Tres. En este artículo, 't Hooft consideró
un cierto límite donde �tiende al infinito y argumentó que en este
límite ciertos cálculos en la teoría del campo cuántico se asemejan a cálculos
en la teoría de cuerdas.
En 1975, Stephen Hawking publicó un cálculo que sugirió que
los agujeros negros no son completamente negros, ya que emiten una radiación
tenue debido a los efectos cuánticos cerca del horizonte del acontecimiento. Este
trabajo amplió los resultados anteriores de Jacob Bekenstein que había sugerido
que los agujeros negros tienen una entropía bien definida. Al principio,
el resultado de Hawking parecía contradecir uno de los principales postulados
de la mecánica cuántica, a saber, la unitaridad de la evolución del tiempo.
Intuitivamente, el postulado de unitaridad dice que los sistemas mecánicos
cuánticos no destruyen la información a medida que evolucionan de un estado a
otro. Por esta razón, la contradicción aparente llegó a ser conocida como la
paradoja de la información del agujero negro.
Más tarde, en 1993, Gerard 't Hooft escribió un artículo
especulativo sobre la gravedad
cuántica en el cual revisó el trabajo de Hawking sobre la termodinámica de agujeros negros,
concluyendo que el número total de grados de libertad en una región de
espacio-tiempo que rodea un agujero negro es proporcional a la superficie Área
del horizonte. Esta idea fue promovida por Leonard Susskind y ahora es
conocida como el principio holográfico. El principio holográfico y su realización
en la teoría de cuerdas a través de la correspondencia AdS/CFT han ayudado a
dilucidar los misterios de los agujeros negros sugeridos por el trabajo de
Hawking y se cree que proporcionan una resolución de la paradoja de la
información del agujero negro. En 2004, Hawking admitió que los agujeros negros
no violan la mecánica cuántica, y sugirió un mecanismo concreto por el
cual podrían preservar la información.
El trabajo de Maldacena
A finales de 1997, Juan Maldacena publicó un documento de
referencia que inició el estudio de AdS/CFT.Según Alexander
Markovich Polyakov, "el trabajo de [Maldacena] abrió las
compuertas". La conjetura inmediatamente despertó gran interés en la
comunidad de teoría de cuerdas y fue considerada en artículos de Steven Gubser,
Igor Klebanov y Alexander Polyakov, y de Edward
Witten. Estos documentos hicieron que la conjetura de Maldacena fuera
más precisa y mostraron que la teoría del campo conformal que aparece en la
correspondencia vive en el límite del espacio anti-de Sitter.
Juan Maldacena propuso por primera vez la
correspondencia AdS/CFT a fines de 1997.
Un caso especial de la propuesta de Maldacena dice que la
teoría N=4 super-Yang-Mills, una teoría de calibre similar en algunos
aspectos a la cromodinámica cuántica, es equivalente a la teoría de cuerdas en
el espacio anti-de Sitter en cinco dimensiones. Este resultado ayudó a aclarar
el trabajo anterior de 't Hooft sobre la relación entre la teoría de cuerdas y
la cromodinámica cuántica, llevando la teoría de cuerdas a sus raíces como una
teoría de la física nuclear. Los resultados de Maldacena también proporcionaron
una realización concreta del principio holográfico con importantes
implicaciones para la gravedad cuántica y la física de los agujeros negros.
Para el año 2015, el documento de Maldacena se había convertido en el documento
más citado en física de alta energía con más de 10.000
citas. Estos artículos posteriores han proporcionado pruebas considerables
de que la correspondencia es correcta, aunque hasta ahora no se ha demostrado
rigurosamente.
AdS/CFT encuentra aplicaciones
Artículos principales: AdS/QCD y AdS/CMT
En 1999, después de tomar un trabajo en la universidad de Columbia, el físico nuclear
Đàm Thanh Sơn hizo una visita a Andrei Starinets, un amigo de los días del
estudiante de Sơn que sucedió hacer un doctorado. En la teoría de cuerdas en
la Universidad de Nueva York. Aunque
los dos hombres no tenían intención de colaborar, Sơn pronto se dio cuenta de
que los cálculos de AdS/CFT que Starinets estaba haciendo podían arrojar luz
sobre algunos aspectos del plasma quark-gluon, un estado exótico de materia
producido cuando los iones pesados chocaban a altas energías. En colaboración
con Starinets y Pavel Kovtun, Sơn fue capaz de utilizar la correspondencia
AdS/CFT para calcular un parámetro clave del plasma. Como recordó más
tarde Sơn: "Hicimos el cálculo en su cabeza para darnos una predicción del
valor de la viscosidad de corte de un plasma... Un amigo mío en física nuclear
bromeó que el nuestro fue el primer artículo útil que salió de Teoría de
cuerdas".
Hoy en día los físicos siguen buscando aplicaciones de la
correspondencia AdS/CFT en la teoría de campos cuánticos. Además de las
aplicaciones a la física nuclear defendidas por Đàm Thanh Sơn y sus
colaboradores, los físicos de la materia condensada tales como Subir Sachdev
han utilizado métodos de la teoría de la cuerda para entender algunos aspectos
de la física de la materia condensada. Un resultado notable en esta dirección
fue la descripción, a través de la correspondencia AdS/CFT, de la transición de
un superfluido a un aislante. Otro sujeto emergente es la correspondencia
fluido/gravedad, que utiliza la correspondencia AdS/CFT para traducir problemas
en la dinámica de fluidos en problemas en la
relatividad general.
Anexo 19. Un fotón ha retrocedido en el tiempo
Cómo en física cuántica están logrando lo que hasta ahora
parecía imposible: revertir el tiempo
La frontera entre la ciencia y la ciencia ficción es en
ocasiones casi imperceptible. Y se lo debemos, cómo no, a nuestra cada vez más
precisa comprensión del mundo en el que vivimos. Ese mundo macroscópico que
podemos ver con nuestros ojos y en el que los procesos parecen discurrir en un
único sentido en el tiempo: del presente hacia el futuro.
Estamos tan íntimamente acostumbrados a observar este
fenómeno que nos resulta muy difícil aceptar la posibilidad de revertir
un proceso en el tiempo. De recuperarlo tal y como era antes de haber
sufrido algún cambio que podríamos considerar permanente. Pero no es imposible.
La física
cuántica acaba de demostrarnos que es factible tanto en el ámbito
teórico como en el práctico.
La física cuántica y nuestra intuición están, una vez
más, a punto de chocar
Nuestra intuición nos invita a concluir que la
irreversibilidad de los procesos es una ley fundamental. Y el segundo principio
de la termodinámica nos da la razón. Se puede formular de muchas maneras
diferentes, pero todas ellas, si son correctas, nos invitan a concluir
que los fenómenos físicos son irreversibles.
Si colocamos un recipiente con agua muy caliente en la
encimera de nuestra cocina y no hacemos nada con él, el agua se enfriará. Y si
se nos cae un vaso y estalla al golpearse con el suelo, no volverá a
recomponerse por sí solo. Precisamente el intercambio de calor y la entropía
son dos propiedades íntimamente ligadas al segundo principio de la
termodinámica.
La entropía suele definirse como la magnitud que mide el
grado de desorden de un sistema físico. Es una simplificación quizá excesiva,
pero puede ayudarnos a entender de qué estamos hablando sin que nos veamos
obligados a recurrir a conceptos complejos. En cualquier caso, este principio
termodinámico es de naturaleza estadística, y, además, la física
clásica es determinista.
Esto significa que es posible predecir la evolución de un
sistema físico a lo largo del tiempo si conocemos su estado inicial y las
ecuaciones diferenciales que describen su comportamiento. Sin embargo, en el
dominio de la física
cuántica, en el mundo de lo muy pequeño, de las partículas, la
reversibilidad de los procesos físicos es posible. Lo es desde un punto de
vista teórico desde hace mucho tiempo, y ahora lo es también en la práctica.
La física cuántica lo permite: un fotón ha retrocedido en
el tiempo
Los físicos coquetean con la posibilidad de revertir
procesos en el tiempo desde hace muchos años. De hecho, algunos teóricos
trabajan en unas herramientas muy peculiares que la mecánica cuántica ha
colocado en sus manos: los protocolos de reversión o rebobinado
universal. No necesitamos conocer con detalle cómo funcionan estos
mecanismos, pero nos viene de perlas saber que sirven para revertir los cambios
que ha sufrido un sistema cuántico sin conocer cuál era su estado inicial. Y sin
saber tampoco en qué consistieron esos cambios.
Los protocolos de reversión universal sirven para revertir
los cambios que ha sufrido un sistema cuántico sin conocer cuál era su estado
inicial
Casi parece magia, pero no lo es. Es ciencia. Y, precisamente,
el físico teórico español Miguel
Navascués lidera un equipo de investigación en el Instituto de Óptica
Cuántica e Información Cuántica de la Academia de las Ciencias de Austria
experto en esta disciplina. Miguel y sus colaboradores han diseñado un
innovador protocolo teórico de reversión que propone, a grandes rasgos, qué
procedimiento es posible utilizar para conseguir que un sistema cuántico recupere
su estado inicial sin conocer qué cambios ha sufrido.
Llevar algo así a la práctica no es nada sencillo, lo que ha
provocado que los físicos experimentales que trabajan en esta área no hayan
tenido demasiado éxito. Afortunadamente, el panorama ha cambiado. Y
es que el equipo de físicos experimentales de la Universidad de Viena dirigido
por Philip
Walther ha conseguido implementar con éxito el protocolo de reversión
universal diseñado por Miguel Navascués y su equipo.
El corazón de su experimento es un sofisticado equipo óptico
constituido por varios interferómetros y enlaces de fibra óptica que se
comportan de forma conjunta como un interruptor cuántico. Conocer con detalle
cómo funciona este ingenio queda fuera del propósito de este artículo porque,
como podemos intuir, su complejidad es extraordinaria. Aun así, quien no se
deje intimidar fácilmente y tenga curiosidad puede consultar el artículo que han
publicado Navascués, Walther y sus equipos en la revista Optica.
Merece mucho la pena.
El corazón de su experimento es un sofisticado equipo óptico
constituido por varios interferómetros y enlaces de fibra óptica que se
comportan de forma conjunta como un interruptor cuántico
Un apunte antes de seguir adelante: un interferómetro es un
dispositivo óptico que emplea una fuente de luz (habitualmente un láser)
para medir con muchísima precisión los cambios introducidos en
un sistema físico. Descrito de esta forma parece algo muy complicado, y sí, es
complicado, pero podemos recurrir a un ejemplo cercano en el tiempo para
ilustrar de qué estamos hablando.
Los experimentos LIGO, en Estados Unidos, y Virgo, en
Italia, utilizados para identificar
y analizar ondas gravitacionales son interferómetros. Y, como acabamos
de ver, ambos incorporan un sofisticado equipo óptico y un láser que les
permite medir las perturbaciones gravitatorias generadas por los objetos
masivos del cosmos que están sometidos a una cierta aceleración. Estas
perturbaciones se propagan por el continuo espacio-tiempo a la velocidad de la
luz bajo la forma de ondas, y los interferómetros las recogen.
De alguna forma el interruptor cuántico que han construido
los equipos de Navascués y Walther es parecido a LIGO o Virgo, pero a una
escala infinitamente menor debido a que su propósito es identificar y medir los
cambios introducidos en un sistema cuántico. Lo que han conseguido es
asombroso: han revertido con éxito la evolución en el tiempo de un fotón sin
conocer previamente ni su estado inicial ni qué cambios había experimentado. En
la práctica es lo mismo que viajar hacia atrás en el tiempo.
Este esquema describe el ingenioso equipo óptico diseñado
por los investigadores de la Universidad de Viena y el Instituto de Óptica
Cuántica e Información Cuántica de la Academia de las Ciencias de Austria.
Parece razonable pensar que conseguir esto con una sola
partícula, con un fotón, no es demasiado interesante, pero nada más lejos de la
realidad. El resultado que han obtenido estos investigadores, que ya ha sido
revisado por pares, es extraordinario porque abre de par en par las puertas que
probablemente van a permitirnos entender mucho mejor las reglas que subyacen en
el mundo en el que vivimos. Las reglas, en definitiva, de la mecánica cuántica.
Lo que permite a este experimento desmarcarse de otros
anteriores que también pretendían demostrar la posibilidad de revertir el
estado de un sistema cuántico es que el protocolo de reversión universal de
Navascués y Walther ha conseguido hacerlo sin tener ningún tipo de
información previa acerca del estado del sistema cuántico. Podemos
verlo como si hubiesen conseguido recomponer a la perfección un jarrón de
porcelana sin conocer el número de fragmentos que tenían inicialmente, su
forma, y mucho menos que pertenecían a un jarrón y eran de porcelana.
En las conclusiones de su artículo estos investigadores
insisten en algo muy importante: los resultados que han obtenido no son válidos
únicamente en los sistemas cuánticos de naturaleza fotónica, que son los que
trabajan con luz; son coherentes con otros sistemas cuánticos. Por esta razón,
las aplicaciones de esta tecnología pueden ser muy numerosas, especialmente en
el ámbito de la
computación cuántica.
Y es que los protocolos de reversión universal pueden en
teoría ser utilizados para resolver uno de los mayores desafíos que plantean
actualmente los ordenadores cuánticos: la corrección de errores. De
hecho, este es probablemente el muro más alto que los
investigadores en computación cuántica tendrán que derribar para
conseguir que los ordenadores cuánticos sean capaces de resolver los tipos de
problemas complejos en los que en teoría son muy superiores a los
superordenadores clásicos.
Anexo 20. Modelo Cosmológico Lambda-CDM (Cold Dark
Matter)
Λ (lambda)
indica la constante cosmológica como parte de
un término de la energía
oscura que permite conocer el valor actual de la expansión
acelerada del Universo que se inició hace unos 6 mil millones de años.1
La constante cosmológica se describe en términos de ΩΛ, la
fracción de densidad de energía de un universo plano. En la actualidad, ΩΛ≃ 0.70,
lo que implica que equivale al 70% de la densidad de energía del presente
universo.
La materia oscura fría es el modelo
de materia oscura en el que la velocidad de
sus partículas es muy inferior a la velocidad de la luz, de ahí el adjetivo
"fría". La materia oscura fría es no-bariónica,
a diferencia de la materia bariónica normal con la que no interacciona
excepto mediante la gravedad. Este componente constituye el 26% de la
densidad de la energía del actual universo. El 4% restante es toda la
materia y energía (materia bariónica), que componen los átomos y
los fotones que
son los bloques que construyen los planetas,
las estrellas y
las nubes de gas en el universo.
El modelo asume que la Relatividad General es la teoría correcta
de la gravedad a escalas cosmológicas. Es frecuentemente nombrado como el
modelo estándar de la cosmología del Big Bang, porque es el modelo más simple
que proporciona una explicación razonablemente buena de las siguientes
propiedades del cosmos:
La existencia y estructura
del fondo cósmico de microondas
La estructura a gran
escala de la distribución de galaxias
Las abundancias de
hidrógeno (incluyendo deuterio), helio y litio
La expansión acelerada del
universo observado en distantes galaxias y supernovas
El modelo ΛCDM se ha simulado con éxito en superordenadores:
partiendo de la composición que tenía el Universo (átomos de hidrógeno, helio,
litio, etc, fotones, neutrinos,… transcurridos 11.5 millones de años después
del Big-Bang, la simulación forma estrellas, galaxias y estructuras de cúmulos
y supercúmulos de galaxias muy similares a los objetos reales que observamos en
el firmamento2El
modelo ΛCDM se puede ampliar añadiendo la inflación cosmológica, la
quintaesencia y otros elementos que son áreas actuales de estudio e
investigación en Cosmología.



















































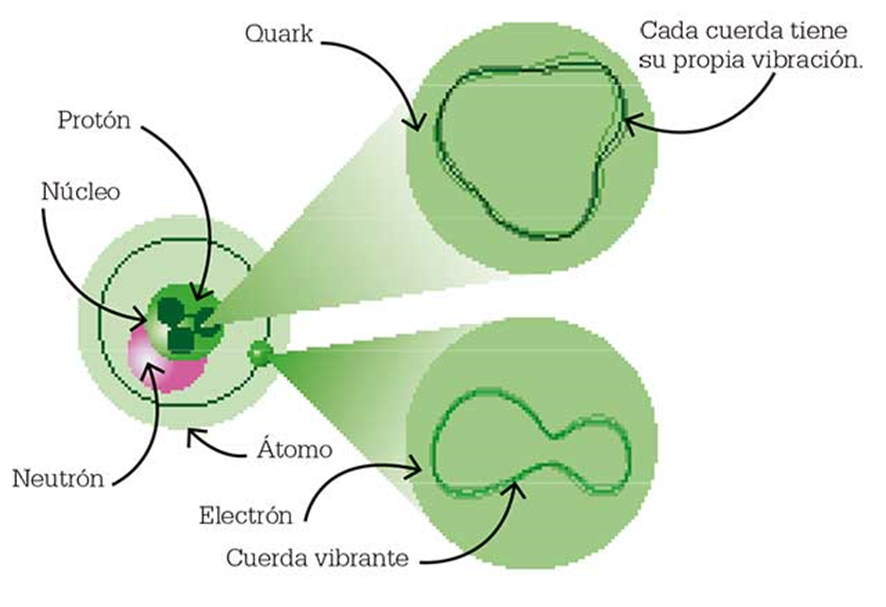









{kind=link}
{kind=link}